
 排版設置
排版設置
# 排版設置
- 目的: 建立報價的基本資料。避免數據資料重複輸入。
# 排版設置
簡述: 在此建立PCB排版所用的各類基本資料,避免資料重複輸入。
功能: 查詢、新增、編輯、刪除排版基本資料。
# 操作步驟
- 排版設置頁面(圖-1)
點擊進入[銷售]-[報價設置]-[排版設置]-[排版設置]頁面。

- 排版設置
若前面有勾選項表示選中此功能,否則反之。
# 欄位説明
圖-1排版設置-排版設置
[是否交換SPNL間距] SPNL間距不同時是否數據交換使用。
[是否交換WPNL邊距] WPNL邊距不一樣時是否數據交換使用。
[是否交換WPNL長寬(不考慮經緯)] 排版的時候,WPNL的長方向,寬方向 是否要保持一致;如果要求板裁的經緯與WPNL經緯保持一致,那就要勾選,否則不必勾選。
[是否交換WPNL長寬上下限] 邊距不一樣時是否數據交換使用。
[最小利用率] 排版時,當利用率小於此值時不顯示出來排版資料。
# 板邊設置
點擊進入[銷售]-[報價設置]-[排版設置]-[板邊設置]頁面。
點擊上部[新增]按鈕,再依其設置板邊標準間距。最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕,日後點選可方便用戶直接選用。
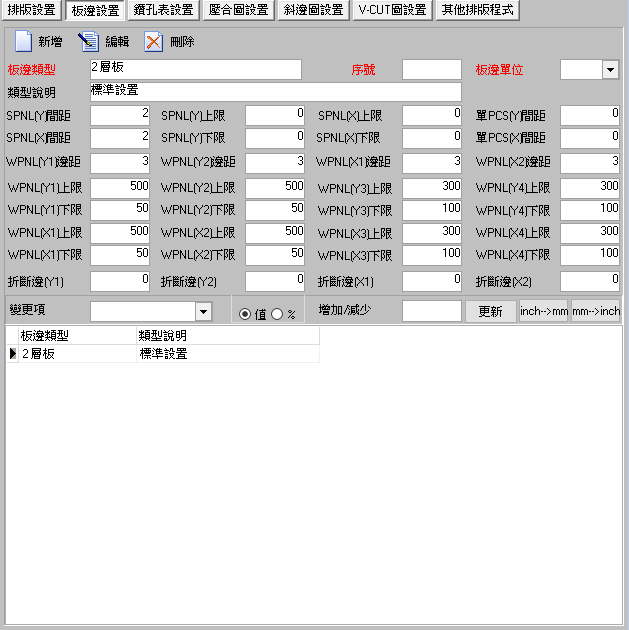
# 欄位説明
板邊類型: 板邊資料專用的名稱,以供後續排板使用、以簡化排板所需時間。
類型說明: 簡略說明板邊類型的用途。
SPNL長: 出貨PNL長,系統由[產品工程]-[基本資料]頁面-[PCB資料]-[SPNL長]直接帶入。
SPNL寬: 出貨PNL寬,系統由[產品工程]-[基本資料]頁面-[PCB資料]-[SPNL寬]直接帶入。
單PCS長: 單PCS成型尺寸長,系統由[產品工程]-[基本資料]頁面-[PCB資料]-[單PCS長]直接帶入。
單PCS寬: 單PCS成型尺寸寬,系統由[產品工程]-[基本資料]頁面-[PCB資料]-[單PCS寬]直接帶入。
PNL個數: 在下料圖形中可以使用多少種發料PNL尺寸。
連片圖: 勾選後做智慧排板時會依據設定排出連片圖。輸入交貨尺寸後系統先進行連片分析,再進行PCB排版作業。所以編排後至少會產生三張圖,分別是下料圖、排版圖、連片圖,若不勾選只會產生兩張圖,各是下料圖、排版圖。
單位: 排板採用的度量單位包括(mm、inch)兩種。
SPNL(Y)間距: SPNL之間長方向的間隔距離。
SPNL(X)間距: SPNL之間寬方向的間隔距離。
WPNL(Y1)邊距: SPNL距離左邊界的距離
WPNL(Y2)邊距: SPNL距離右邊界的距離
WPNL(X1)邊距: SPNL距離上邊界的距離
WPNL(X2)邊距: SPNL距離下邊界的距離
WPNL(Y1)上限: WPNL-1長,必需小於此長度,”排板設置”頁面,PNL個數=1。
WPNL(Y1)下限: WPNL-1必需大於此長度
WPNL(X1)上限: WPNL-1必需小於此寬度
WPNL(X1)下限: WPNL-1必需大於此寬度
WPNL(Y2)上限: WPNL-2必需小於此長度,”排板設置”頁面,PNL個數=2。
WPNL(Y2)下限: WPNL-2必需大於此長度
WPNL(X2)上限: WPNL-2必需小於此寬度
WPNL(X2)下限: WPNL-2必需大於此寬度
WPNL(Y3)上限: WPNL-3必需小於此長度,”排板設置”頁面,PNL個數=3。
WPNL(Y3)下限: WPNL-3必需大於此長度
WPNL(X3)上限: WPNL-3必需小於此寬度
WPNL(X3)下限: WPNL-3必需大於此寬度
WPNL(Y4)上限: WPNL-4必需小於此長度,”排板設置”頁面,PNL個數=4。
WPNL(Y4)下限: WPNL-4必需大於此長度
WPNL(X4)上限: WPNL-4必需小於此寬度
WPNL(X4)下限: WPNL-4的必需大於此寬度
單PCS(Y)間距: 單PCS之間在長方向的,間隔距離。
單PCS(X)間距: 單PCS之間在寬方向的,間隔距離。
折斷邊(Y1): 排出之SPNL,在長邊上方之邊距。
折斷邊(Y2): 排出之SPNL,在長邊下方之邊距。
折斷邊(X1): 排出之SPNL,在寬邊左方之邊距。
折斷邊(X2): 排出之SPNL,在寬邊右方之邊距。
SPNL(Y)上限: 預計排出之SPNL,不可大與此長度。
SPNL(Y)下限: 預計排出之SPNL,不可小與此長度。
SPNL(X)上限: 預計排出之SPNL,不可大與此寬度。
SPNL(X)下限: 預計排出之SPNL,不可小與此寬度。
變更項: 請點選[變更項]下拉選單,選擇變更類別後,請再點選是依據[值或%],並在[增加/減少]輸入數值,再點選[更新],系統可批次更新相關欄位數值,不須用戶逐一各別欄位手動更新。
mil->mm、mm->mil: mil與mm單位之間互相換算的按鈕。
# 鑽孔表設置
點擊上部[新增],依次輸入個欄位數據,最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕。

# 欄位説明
圖-3排版設置-鑽孔表設置
序號: 項次,新增時系統自動產生。
孔序: 鑽孔順序,新增時系統自動產生,但用戶亦可視需要自行修正。、
註
孔序可視鑽孔需要重覆輸入。
鑽孔徑: 半成品鑽完的孔徑大小(直徑)q,用戶自行輸入。
鑽孔長: 鑽頭長度,用戶自行輸入。
成品孔長: 成品的孔長,用戶自行輸入。
成品孔徑: 成品的孔徑大小(直徑)。
(+): 正公差,用戶自行輸入。
(-): 負公差,用戶自行輸入。
孔數: 鑽孔孔數,用戶自行輸入。
孔徑上限: 孔徑最高可允許的上限值,保存後由系統自動計算。
孔徑上限 = 成本孔徑 + (+)正公差
孔徑下限: 孔徑最高可允許的下限值,保存後由系統自動計算。
孔徑下限 = 成本孔徑 - (-)負公差
刀徑: 鑽頭大小(直徑),用戶自行輸入。
PIN徑: 半成品外圍pin孔的孔徑大小(直徑),用戶自行輸入。
備註: 鑽孔種類可預先設定,並由下拉選單選入。請至[系統]-[基本資料]-[基本數據]-[生產]模組-[鑽孔表備註]設定鑽孔鑽類。
PTH: 如果是「PTH」,請打勾。
基準孔: 如果是「基準孔」,請打勾。
擂射孔: 如果是「擂射孔」,請打勾。
橢圓孔: 如果是「橢圓孔」,請打勾。
# 壓合圖設置
點擊上部[編輯],依次輸入個欄位資料,最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕。

# 欄位説明
圖-4排版設置-壓合圖設置
壓合材料: 壓合層次會使用到的材料 系統目前預設為七種:
- 銅箔
- B-Stage
- C-Stage上下有銅
- C-Stage上下無銅
- C-Stage上有銅
- C-Stage下有銅
- 壓合材料
產品大類: [物料]-[產品分組]設定的產品大類,請依據1-7.的[壓合材料],設定各別對應的產品大類。
物料類型: 產品大類所對應的物料類型,由產品大類帶出。
註
[物料]-[料件管理]-[倉庫資料]-[物料類型]請先預做設定。
產品類別: 產品大類所對應的產品類別,由產品大類帶出。
註
[物料]-[料件管理]-[倉庫資料]-[物料類型]請先預做設定。
主要來源: 產品大類所對應的產品類別,由產品大類帶出。
註
[物料]-[料件管理]-[倉庫資料]-[主要來源]請先預做設定。
# 斜邊圖設置
PCB板最後完工製程,依據客戶需求在金手指部份裁切斜邊。通常客戶只會提供斜邊深度、斜邊角度、或殘厚,等部份資料。PCB排板會自動求出其它參考數據供用戶比對,並且可以自動將斜邊圖繪出。
點擊上部[新增],依次輸入個欄位數據,最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕。

# 欄位説明
排版設置-斜邊設置
板厚: 基板厚度,用戶手動輸入。
斜邊深度: 斜邊切割深度,用戶手動輸入。
斜邊角度: 斜邊切割角度,用戶手動輸入。
殘厚: 斜邊之後剩餘板厚,用戶手動輸入。
單位: 斜邊所使用的單位,共有mm與mil兩種。
# V-CUT圖設置
點擊上部[新增],依次輸入個欄位數據,最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕。

# 欄位説明
圖-6排版設置- V-CUT圖設置
V-Cut類型: V-Cut切割的方式共有六種..
- 單邊正切、
- 單邊平口切左、
- 單邊平口切右、
- 雙邊正切、
- 雙邊平口切左、
- 雙邊平口切右。
計算方式: 共兩種..
- 輸入C B深度系統自動計算殘厚-如果切單邊只要輸入C深度,切雙邊則B深度也要輸入,由系統自動計算殘厚。
- 輸入殘厚系統自動計算-用戶只要輸入殘厚,由系統反推算C深度與B深度。
板厚: 基板厚度。
A斜角度: 切割角度,用戶手動輸入。
殘厚: V-Cut切割後剩餘的板厚,用戶手動輸入。
C深度: 正面向下切的深度,用戶手動輸入。
B深度: 背面向上切的深度,用戶手動輸入。
直刀: 直切刀數,用戶手動輸入。
橫刀: 橫切刀數,用戶手動輸入。
正負公差: 允許正負公差的範圍,用戶手動輸入。
單位: V-Cut所使用的單位,共有mm與mil兩種。
錯位間距: V-CUT類型若採用[雙邊平口切左]、[雙邊平口切右]此欄位才會出現,指兩個夾角的水準距離,用戶自行輸入。
# 其他排版程式
點擊上部[新增],依次輸入個欄位數據,選擇存放路徑,最後點擊上部[保存]按鈕,保存資料,如不想保存點擊[取消]按鈕。
