
 多層板作業
多層板作業
# 多層板作業
目的: 建立多層板生產作業方式。
說明: 在產品工程中採用增層法建立作業指導書。
功能: 多層板在產品工程中的新建,修改,刪除。
執行單位: 工程。
權責: 工程主管。
# 增層法壓合説明
增層法(Build up process)又稱疊層法,是一種用來製作高密度、小孔徑印製電路板的一項特殊技術。
傳統製作多層印刷線路板的方式是將內外各層分別作好,然後合壓而成多層板。增層法則大為不同,以製作八層板為例,通常是完成四層板之後,再在上、下兩層各覆蓋兩層而成八層板。
若因為客戶要求,希望能採取逐次壓合的 增層法 方式製作出更細薄短小的多層板,針對此種薄形多層板工藝技術,在ERP系統的操作方式亦有別於一次壓的 加層板 方式。如下圖:
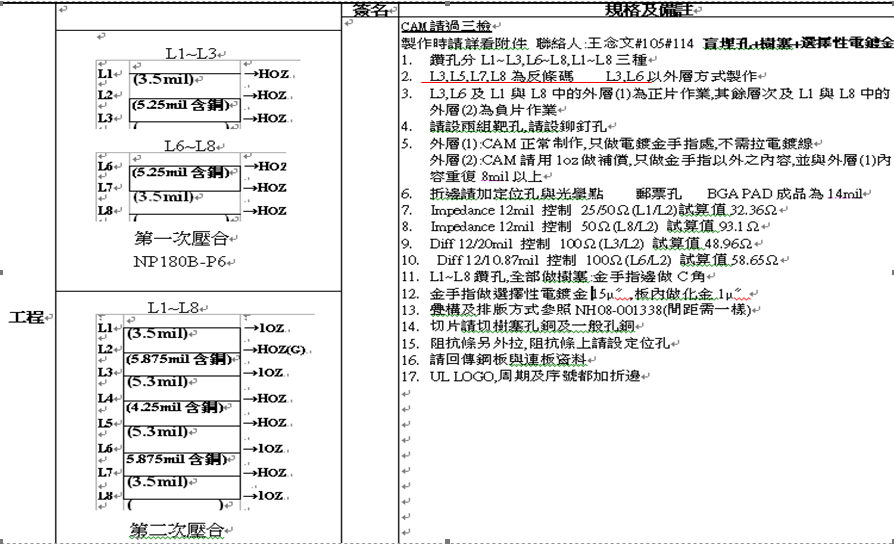
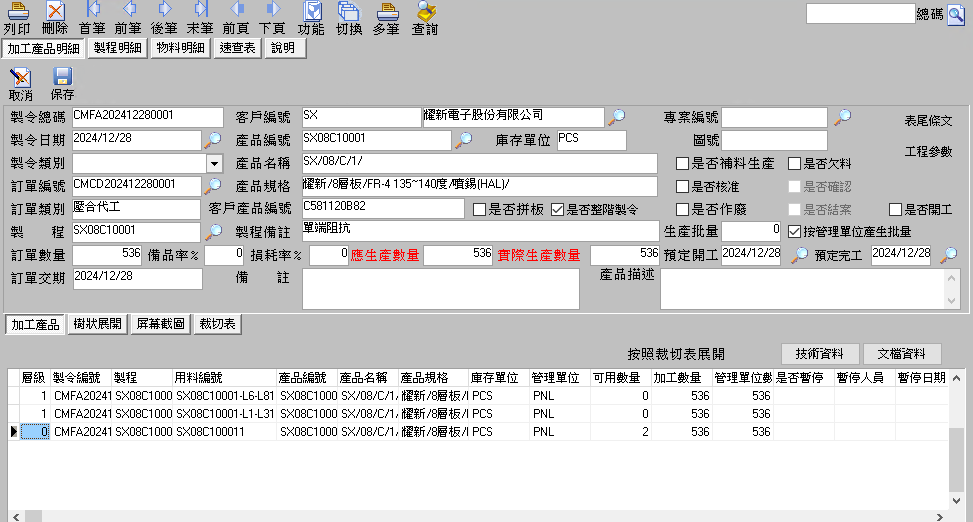
假設客戶訂單CMCD201005200001訂購C581120B82成品,訂單總數536PCS,因為鑽孔分為(L1~L3) 層,(L6~L8) 層,(L1~L8) 層三種,所以製作工藝上不適合採取一次壓合的方式。製作上必須分別先完成(L1~L3) 層,(L6~L8) 層的第一次壓合,再將已壓合好的(L1~L3) 層、(L6~L8)做(L4~L5)的第二次壓合。所以,除了原先的SX08C10001料號之外,我們必須另外再新增兩個壓合半成品料號,如: SX08C10001-L1-L3、SX08C10001-L6-L8。SX08C10001-L1-L3料號壓(L1-L3)層、SX08C10001-L6-L8料號壓(L6-L8)層,把SX08C10001-L1-L3、SX08C10001-L6-L8加(L4-L5)層做第二次壓合。成型板壓合為L1-L2-L3-L4-L5-L6-L7-L8,如此,完成的成品料號就是SX08C10001。
# 多層板資料的解讀
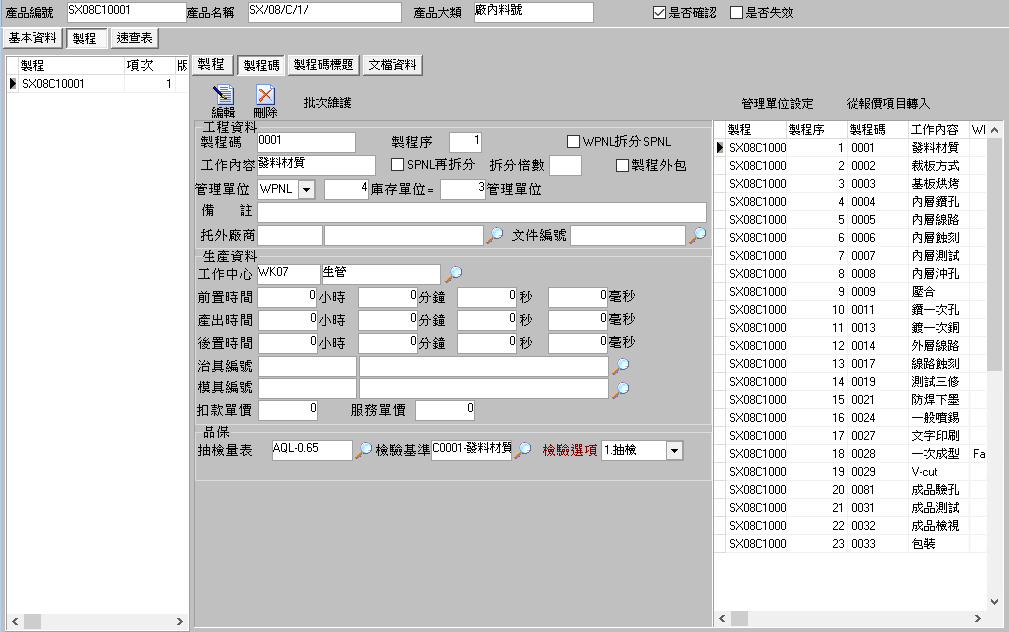
訂單料號:SX08C10001
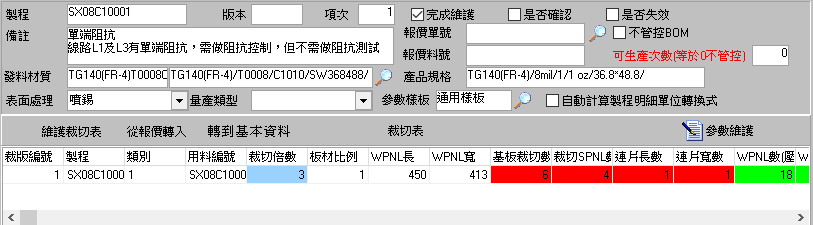
壓合前的發料PNL是:402(WPNL),壓合後的發料PNL是:134(WPNL)
發料尺寸長:450 發料尺寸寬:413
WPNL數(基板裁切數):6 SPNL數(裁切SPNL數):4 連板數(PNL)= 1*1 =PNL
而製程工序是:
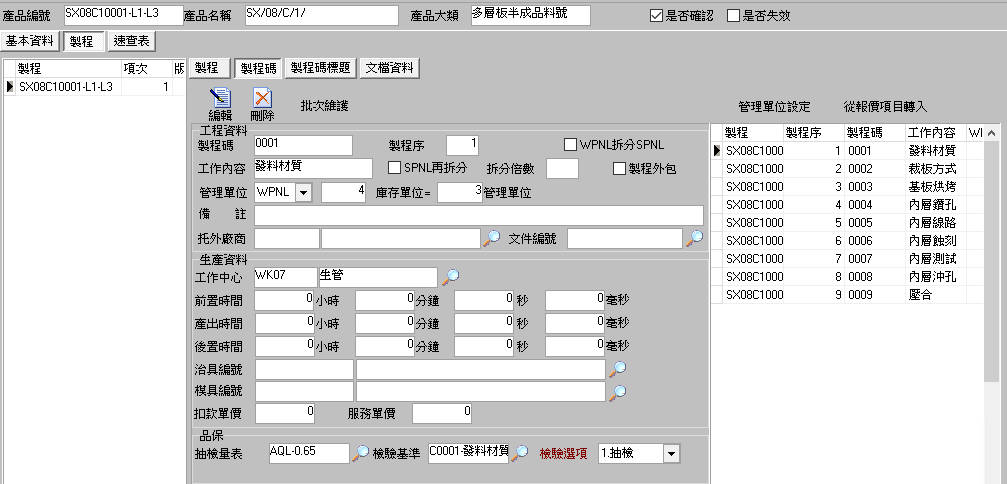
壓合半成品料號: SX08C10001-L1-L3
除了製程工序不同,其餘資料皆與SX08C10001相同
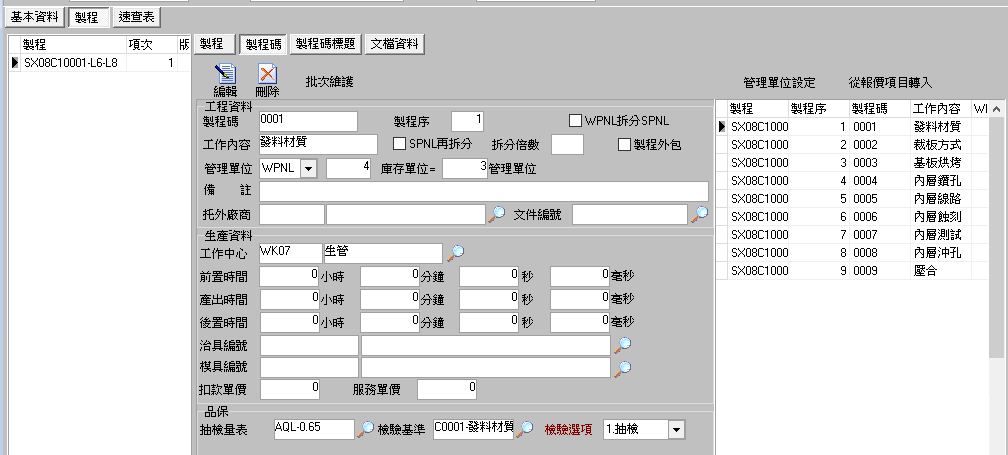
壓合半成品料號: SX08C10001-L6-L8
所有資料包含程工序皆與SX08C10001-L1-L3相同
# 基本資料設定
資料維護:
[物料]-[產品工程]資料設定:
設定訂單成品料號料號。
請進入
[物料]-[產品工程]-[基本資料]頁面。設定方式同一般廠內料號一樣,沒有什麼不同。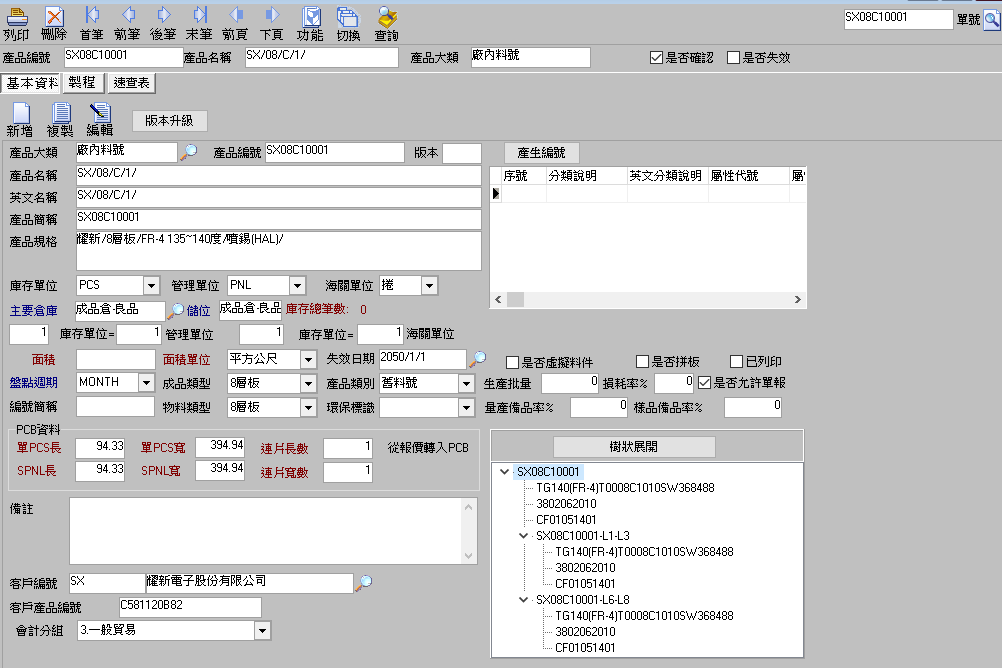
[製程]-[製程]基本資料頁面
上方
[製程]的設定點擊
[新增]按鈕,系統由[產品編號]預先帶出[製程]資料,設定[發料材質]、[表面處理]、[參數樣板],點擊[保存]按鈕。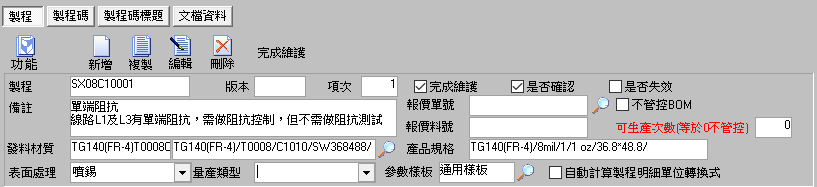
中間的
[裁切表]設定..如果有做PCB排版,裁切表各欄位資料將自動由PCB排版帶出。或者可以點擊
[維護裁切表]按鈕,由跳出的視窗中,點擊[新增]按鈕,依據訂單料號的發料規格輸入資料。必須輸入的欄位資料有..
用料編號-
[用料編號]=製程+類別。WPNL長、WPNL寬、基板裁切數、裁切SPNL數、連片長數、連片寬數、SPNL長、SPNL寬、單PCS長、單PCS寬
裁切倍數-由
[工程參數]頁面-[參數編號]-[AU基板數]帶出..四層板(含以下的單、雙面板等),AU:請固定輸入:1
六層板,AU:請固定輸入:2
八層板,AU:請固定輸入:3
十層板,AU:請固定輸入:4 以此類推..
[製程]-[工程參數]頁面-點選
[從參數樣板轉入]按鈕,將參數編號帶出。依據實際需要,選中[參數編號]後,輸入[數值]、[數值說明]。[製程]-[製程碼]頁面-點選
[批次維護]按鈕。由選單視窗中選擇左方製程,再點選
[加入]按鈕,右方製程碼出現該製程後,再繼續選擇其它製程,確定製程工序皆正確後,請點選[確定]按鈕,選入的製程將帶回至[製程碼]頁面。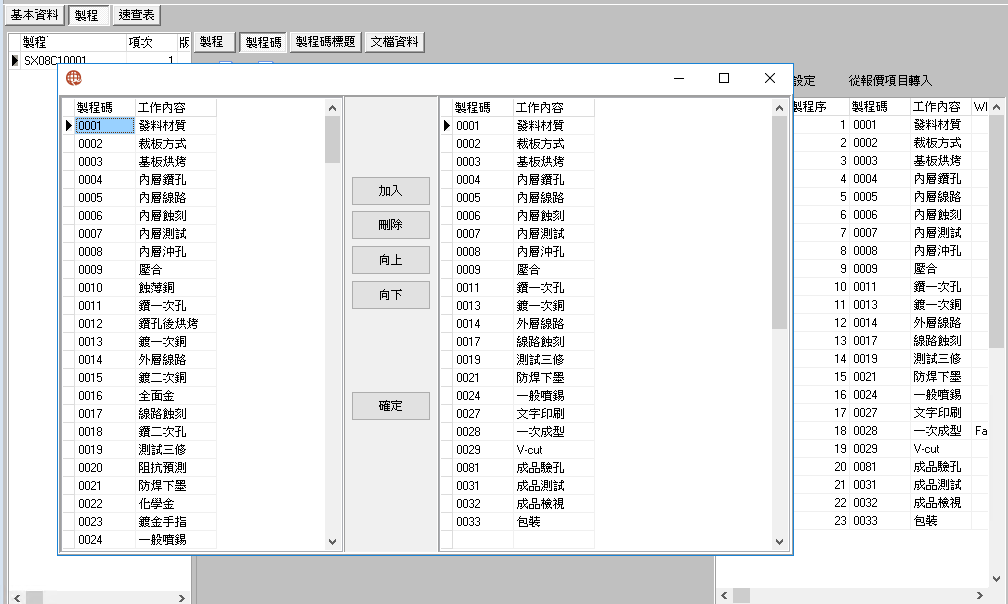
如需要檢驗,請做
[品保]的相關設定。若需托外,
[製程外包]請打勾。
註
-2,-3可先在
[生產]-[標準製程碼設置]預做設定。設定各製程工序的管理單位與單位轉換值。請參考
[裁切表]的設定,點選[管理單位設定]按鈕,由跳出的選單視窗輸入起迄製程的管理單位與庫存單位~管理單位的轉換值。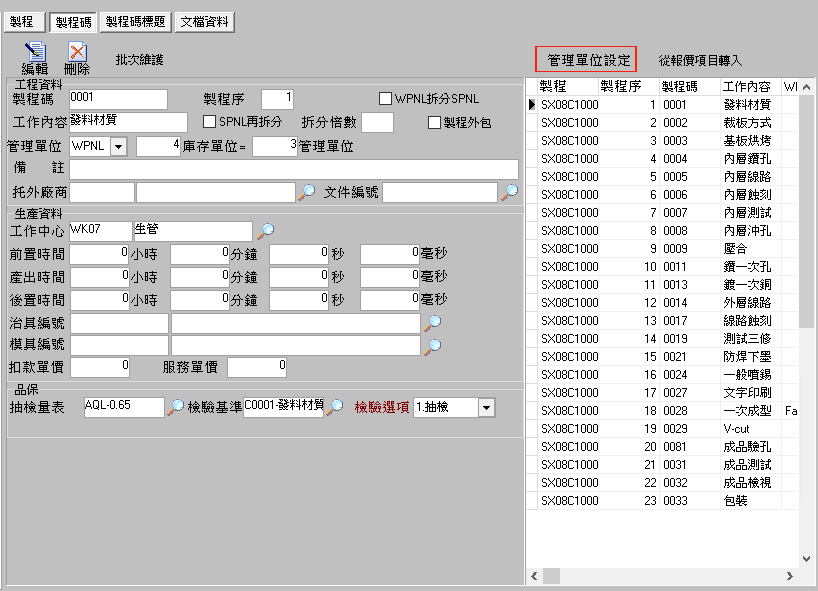
註
如何設定單位轉換值,可參考
[物料]-[產品工程]的手冊說明。
再回到
[製程]-[製程]頁面-下方
[物料明細]的設定請點選
[根據裁切表]按鈕,系統將依據上方[發料材質]定義的基板編號,與中間裁切表的設定,自動帶出基板的單位用量(BOM)。請點選
[新增]按鈕,點選[產品編號]放大鏡,由選單視窗挑選銅箔、PP料號,選定後點擊兩下將帶回[物料明細]內,並輸入[單位用量]。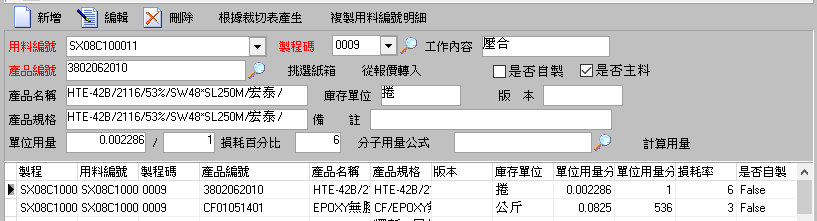
還有兩個料號,目前先跳過不選。哪兩個料號呢?就是尚需另外新增的壓合半成品料號。等壓合半成品料號建立完成,我們必須再回來補建這兩個料號。
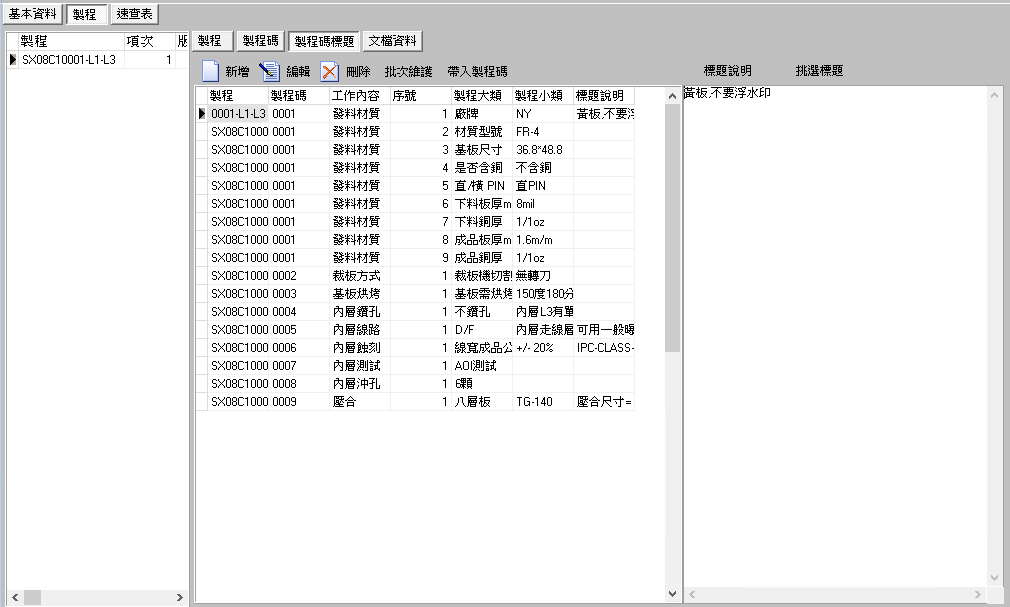
[製程]-[製程碼標題]頁面-點選
[批次挑選]按鈕,可依據製程碼選擇製程大小類,並設定[標題說明]的內容。
以上,訂單料號就算設定完成。接下來,我們要設定的是壓合半成品料號。
設定壓合半成品料號。
請先在
[物料]-[產品分組]設定產品大類 。設定壓合半成品料號之前,我們必須先至[物料]-[產品分組]新增[多層板半成品料號]的產品大類。如下圖,需要建立[大類名稱],設定大類類型,勾選[是否由屬性項目流水號組成品名]與[是否要建立會計分錄],其餘皆不必設定。設定完成后,還需要在[會計]-[料件會計科目]中設置新增的產品大類的會計科目信息。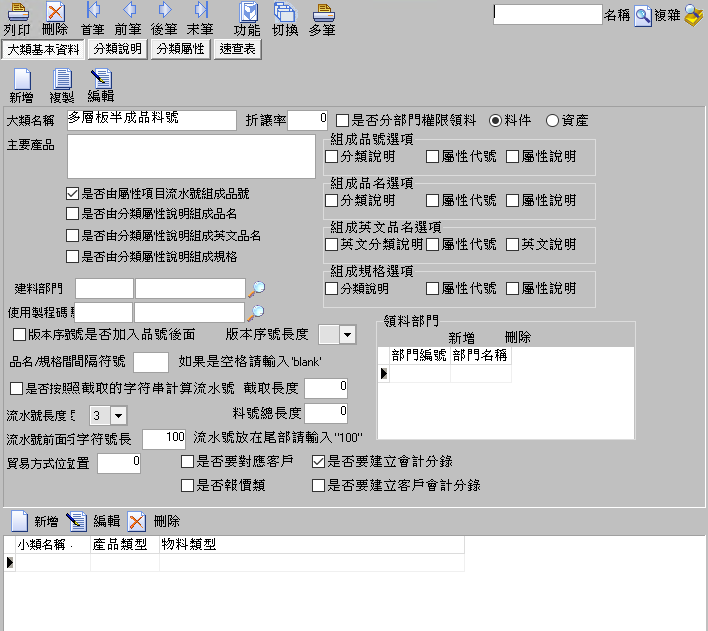

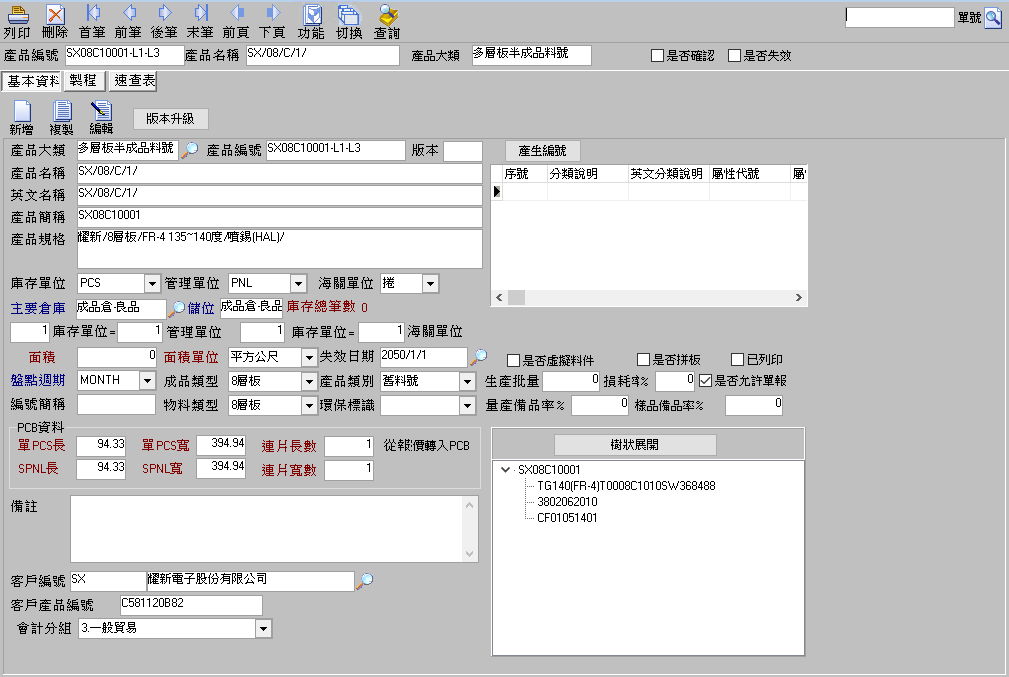
[物料]-[產品工程]基本資料頁面-
請先找出原訂單料號如SX08C10001,請點選
[複製]按鈕,在[產品大類]放大鏡選單找出[多層板半成品料號],在[產品編號]輸入壓合半成品料號,之後請按[保存]按鈕保存資料設置。其餘欄位資料皆不變,繼續延用原訂單料號SX08C10001的資料。
註
半成品料號可以參用原訂單料號做修正,如SX08C10001-L1-L3是第1-3層一次壓,如SX08C10001-L6-L8是6-8層一次壓。
[製程]-[製程]頁面請點選
[複製]按鈕,由跳出的選單視窗中,輸入原訂單料號如SX08C10001,點擊兩下後將料號帶出。系統將跳出詢問視窗,要求輸入製程名稱,設置SX08C10001-L1-L3,點選[OK]。以下是
[複製]後產生的資料,系統將直接複製原先SX08C10001設定的[製程]資料,這是我們需要的,此頁面資料皆不需修正,我們仍要繼續延用原訂單料號已設定的資料。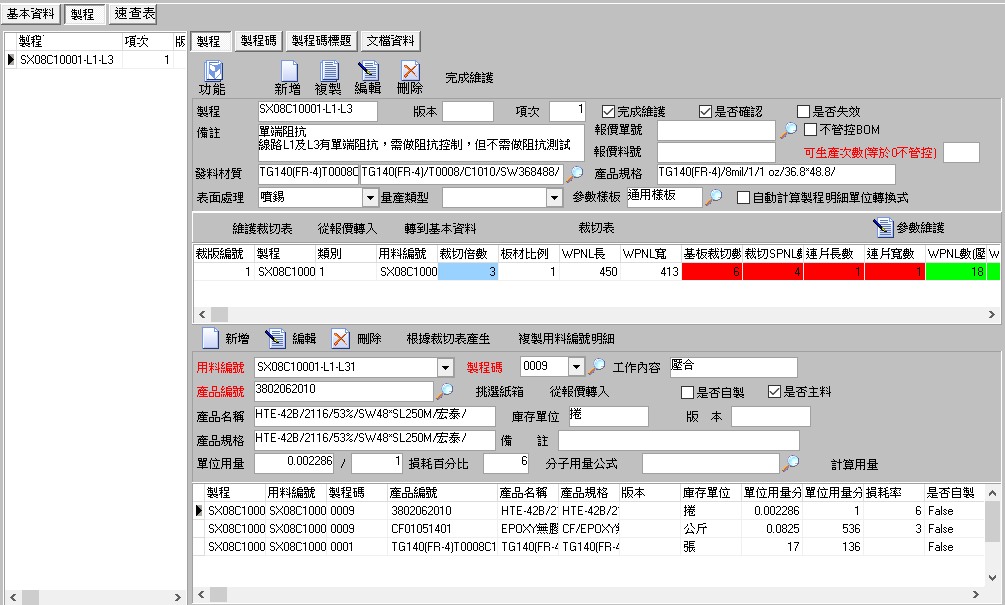
[製程]-[參數維護]頁面-本頁面資料亦不需修正,繼續延用原訂單料號已設定的資料。

[製程]-[製程碼]頁面-- 將所有已設定的製程碼全部刪除。
- 設定半成品料號的製程。
- 設定各製程的管理單位與單位換算比。
- 如需要檢驗,請做
[品保]的相關設定。 - 若需托外,
[製程外包]請打勾。
註
-4,-5可先在
[生產]-[標準製程碼設置]預做設定。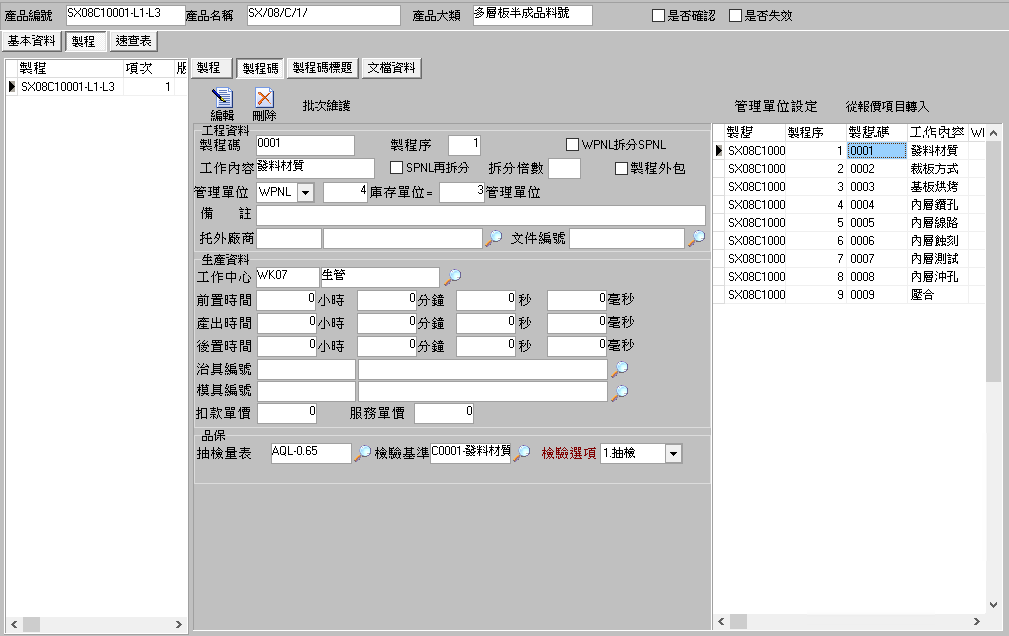
[製程]-[製程碼標題]頁面-本頁面資料亦不需修正,繼續延用原訂單料號已設定的資料。
以上,其中一個多層板半成品料號就算設定完成,另一個設定方式亦相同,不再重覆說明。
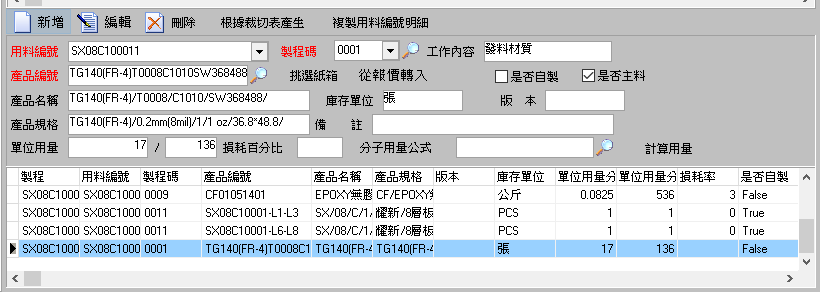
因為多層板半成品料號已設定完成,我們必須重新回到原訂單料號,把bom補齊..訂單料號的子階用料必須再補加上新增的兩個半成品料號..成品的BOM才算完整,如下圖..
# 增層法多層板壓合製令的產生
增層法多層板壓合製令可以直接由[物料]-[產品工程]拋轉產生,也可以直接點擊[新增]按鈕來產生製令。
如果是自行新增製令,請點選[新增]按鈕,在[訂單編號]放大鏡選單選出訂單單號,客戶資料、產品編號等欄位資料將自動帶出,在[生產數量]輸入需生產的數量後,點選[保存]按鈕,系統將依據[物料]-[產品工程]設定的成品料號的BOM結構,自動於下方[加工產品]頁面帶出子製令。
[保存]後產生的子製令共有三個,分別是一個訂單成品料號,以及兩個多層板半成品料號。
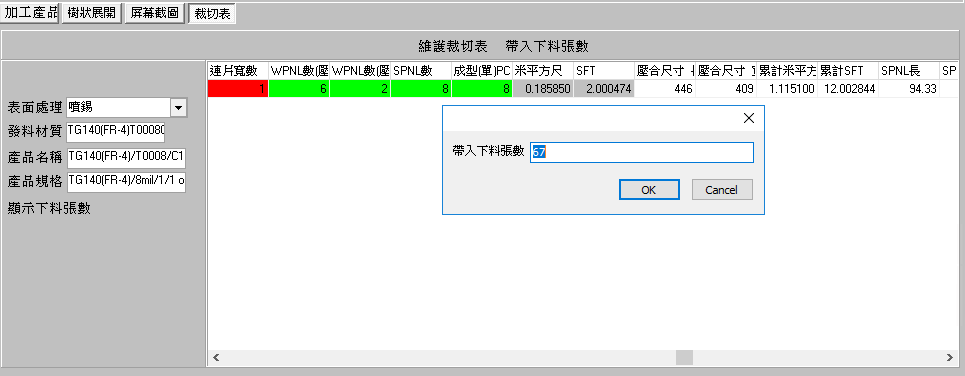
設定下料張數
請進入
[裁切表]頁面,點擊下方[帶入下料張數]按鈕。系統將依據[物料]-[產品工程]的設定,自動計算下料張數,如確定數量計算正確,請點擊[ok], SPNL數、成型單PCS數將依據基板張數重新計算。
設定製程明細數量:
請回到
[加工產品明細]頁面,在[加工產品]頁面點擊[重新展開相關資料]按鈕,系統將依據[物料]-[產品分組]-[製程]-[製程碼]定義的單位轉換比例,重新計算並刷新各子製令-各製程的管理單位數量。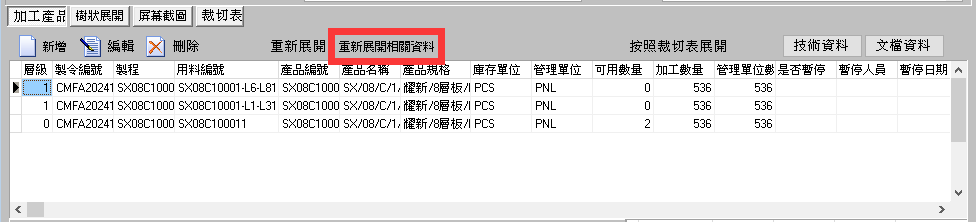
而各別子製令都會有各自的生產工序,如下圖..這是半成品料號的製程工序:
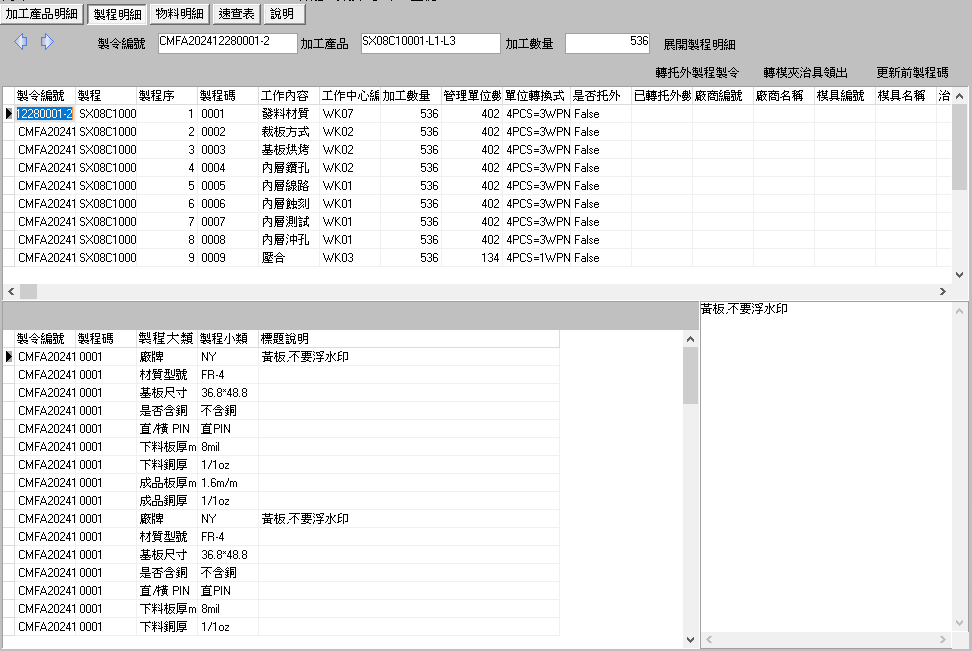
而下圖是訂單料號的製程工序..
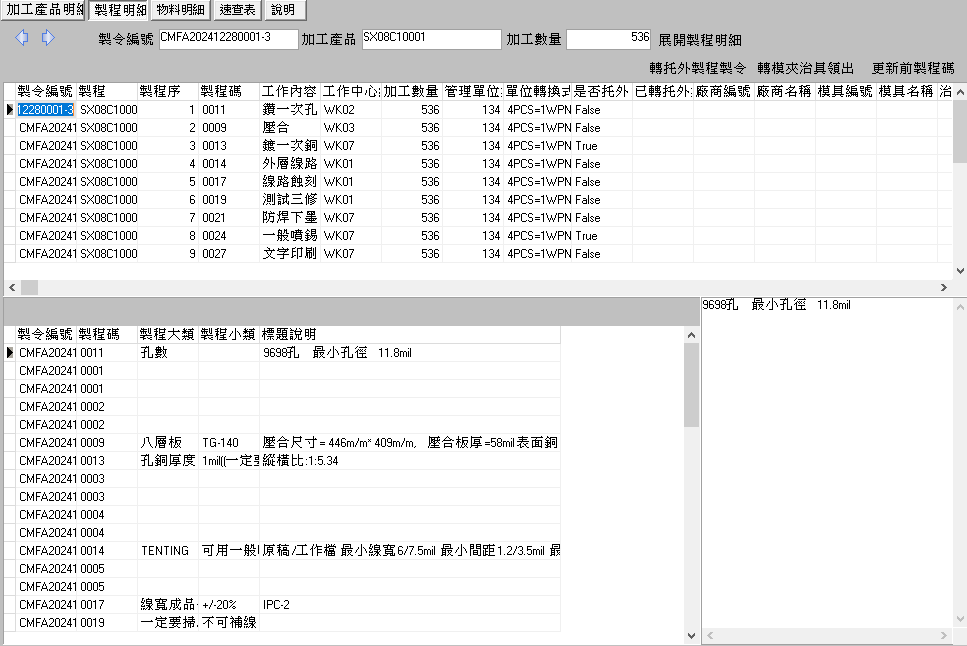
定義製程工序
請進入
[製程明細]頁面,若需做托外的製程,請點擊[功能]-[製程維護],點擊[編輯]按鈕,在[廠商編號]放大鏡按鈕,在跳出的選單視窗中選擇托外廠商,點選[保存]按鈕保存資料設置。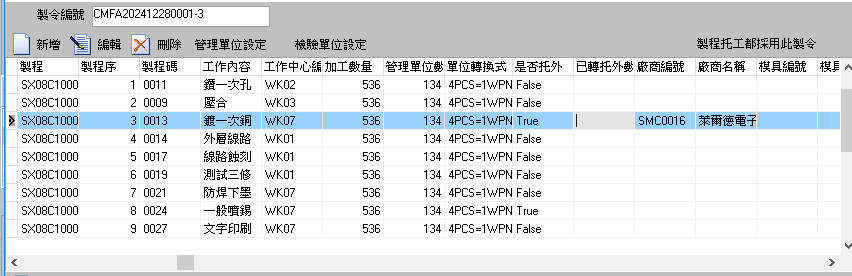
計算物料需求
請先回到
[加工產品明細]頁面,點擊上方[功能]按鈕,設定[核准]。請進入
[物料明細]頁面,點擊[展開需求物料]按鈕。
如下圖..系統將依據
[物料]-[產品工程]的BOM設定,展出物料需求..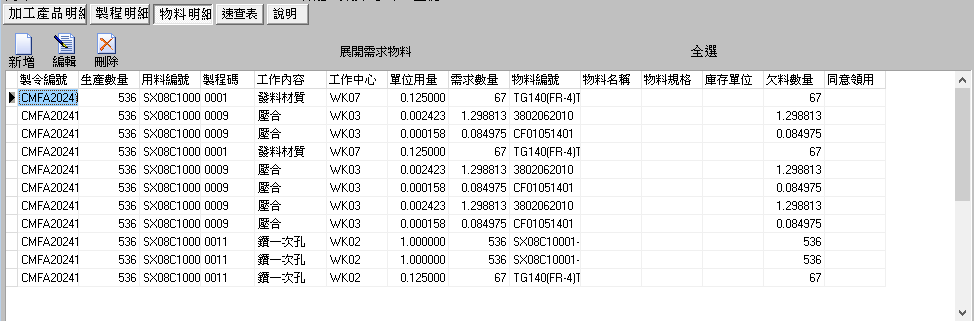
接著請再點選
[檢查庫存]按鈕..
如下圖..系統將帶出目前庫存狀況,如倉庫、儲位、庫存批號,而
[可用數量]代表目前庫存可支用的數量,用戶可修正[同意領用數量],表示同意由此倉別領出的數量。若[可用數量]不足,表示庫存數量已不夠,必須即刻做緊急請採購的動作,以免斷料。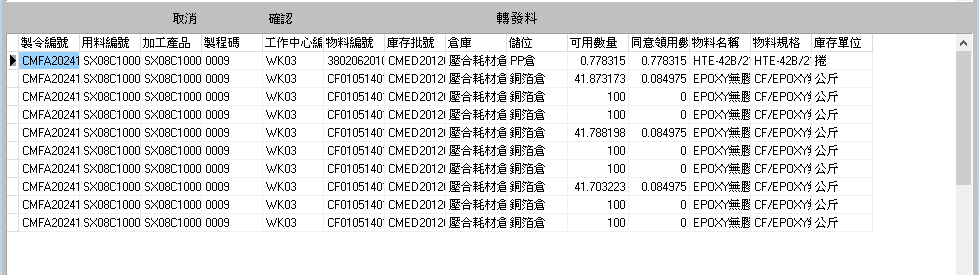
確定庫存足夠,請點擊
[確認]按鈕,並可點擊[轉發料]按鈕,由跳出的選單視窗中,選擇[按照工作中心批次發料],在[工作中心]放大鏡按鈕選擇工作中心代號,再點擊[轉發料],資料將拋至[生產]-[批次發料],可做出庫的動作。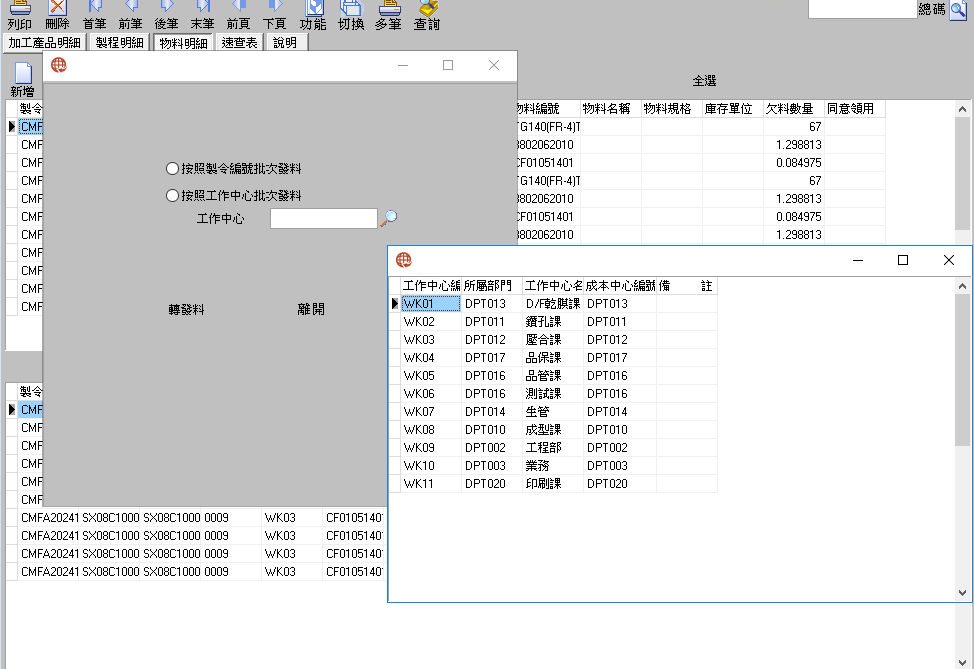
轉托外製程製令:
請再回到
[製程明細]頁面,點選需要轉托外的製程,再點選[轉托外製程製令]按鈕,資料將拋至[托外]-[托外製程製令]。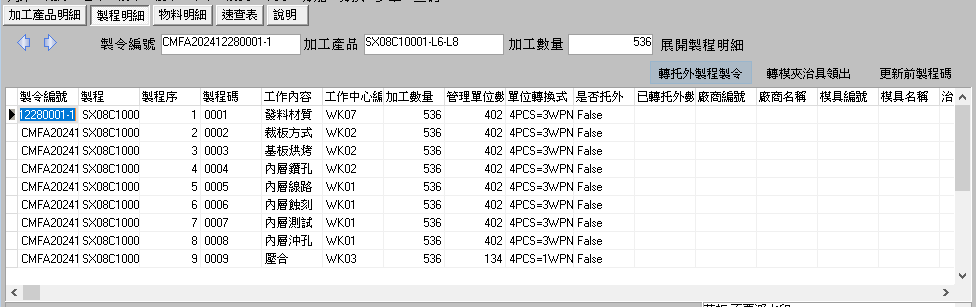
以上
[製令]的設定就算完成。
# 接續的流程
請先做兩個多層板半成品料號的子製令,入庫後再做訂單料號。
生產過帳流程作業如下..
請至
[生產]-[批次發料]執行審核、核准、確認後,將領料出庫。請至
[生產]-[工作單]做製程過帳。生產完成後,若需做檢驗,請在
[功能]做過[審核]後,執行[轉檢驗],資料將拋至[品質]-[製程檢驗],待[製程檢驗]做[確認]後,檢驗結果會回寫至[工作單]。註
[工作單]若需要檢驗,[檢驗選項]必須設定為[抽檢]或者[全檢]。若需要拋轉托外,請至
[生產]-[製程轉移]將廠內生產移轉至托外。接著請到
[托外]-[托外製程製令],將已由[生產]-[製令]拋出的托外資料做[確認]。請至
[托外]-[托外製程轉移]接收托外回廠的數量。若需做檢驗,請在[功能]做過[審核]後,執行[轉檢驗],資料將拋至[品質]-[托外製程檢驗],待[托外製程檢驗]做[確認]後,檢驗結果會回寫至[托外製程轉移]。註
[托外製程轉移]若需要檢驗,[檢驗選項]必須設定為[抽檢]或者[全檢]。若屬連續托外,請接續做下一製程的
[托外製程製令]->[托外製程轉移]。若需回轉廠內,請接續做[生產]-[工作單]。下一製程若仍屬廠內自製,請接續做
[生產]-[工作單]。下一製程若是托外,請重做.7的動作。[工作單]若是最後一個製程碼,執行[確認]後,可在[功能]執行[轉入庫],資料將拋至[生產]-[生產入庫]。至此,多層板半成品料號已入庫。
接著,再做訂單料號的子製令。請再到
[生產]-[批次發料]領料做成品的壓合,沿續上述1-10的流程,最後做成品的入庫。若需要瞭解增層法多層板製令的生產狀況,可至
[生產]-[在製品查詢]-[製令完工情況]以[製令總碼]或[子製令編號]查閱生產進度。
# 結論
增層法可以分段開製令,此工藝方式可以方便生管人員掌握多層板分段壓合(依子製令可掌控)的生產進度,減少人為疏失造成的壓合錯誤,也能減少閒置等待壓合的時間。增層法亦能因為錯誤減少可降低生產成本,也不致延誤交期。
公司可視製程能力決定採取傳統的一次壓合加層板方式,或採用較新的增層法壓合技術。