
 產品工程
產品工程
# 產品工程
目的: 產業的製程中,工序種類繁多,工程知識庫用於製程設計。它以工程師之知識經驗為基礎,歸納整理。在繁雜的生產限制條件下,引用於生產環境中,減少工程設置時間、達到知識共享與經驗傳承的目的。
說明: 產品工程管理以生產途程資料為基準。(包含排版數據、下料圖、工作板拼版圖、連片圖、金手指斜邊圖、V-CUT、壓合圖、鑽孔表、工程相關圖形、生產工序流程)等等…,全套生產途程資料統一管理,減少用戶的資料維護量,提高資料查詢效率。
功能:
產品工程資料查詢、新增、刪除、修改之操作。
[產品工程知識庫]的說明:
PCB產業的製程中,工序種類繁多,製程設計過程耗費多時,經常發生無法配合生產時程與工程變更等狀況,並容易發生人為疏失。製程設計過程也依工程師之經驗不同而產生主觀的安排,人員離職亦將造成經驗轉移之困難。
工程知識庫用於PCB製程設計。它以工程師之知識經驗為基礎,歸納整理。在繁雜的生產限制條件下,引用於生產環境中,減少工程設置時間、達到知識共享與經驗傳承的目的。
工程知識庫也是工程部門針對PCB製造知識的獲取、存儲、學習、共用、創新的管理過程,目的是提高產品工程部門在建立生產作業指示的生產力,提昇工程部門的應變能力和反應速度,創新生產作業模式。
產品工程知識庫包括:各個途程所有的生產作業事項,標準製程、各類型PCB生產途程樣板、BOM智能化建立、智能排板…等等。
工程知識庫特色:
- 統計 PCB 產品在製程中所需原料、耗費工時、製費及加工成本,作為報價成本分析的基礎。
- 工程設計採用靈活的挑選方式,順序可自由調動。針對 PCB 途程複雜多變的特質,提供彈性精巧的特性參數分類設置,提供工程設計最佳的知識寶庫並保留為公司最重要的資產。
- 產品工程設計的PCB生產作業指導書,成為公司對內及對外良好的溝通橋樑。
- 工程變更時,更新製程所有資訊,不但節省時間, 而且不致因為某一項沒有更新而造成採購部門買錯料件或是生產製造部門用錯料件而影響品質。不再為製作PCB文件所苦,同時也可降低生產流程中,錯誤的產生,不再因為文件的錯誤而造成公司損失,協助市場競爭力。有效的讓所有部門同步化,增加生產效率,減少公司損失。
- 整合連接不同程式文件或設計圖,提供用戶相關資訊設計生產製程。
- 使用介面親合力高,快速繪製PCB製程設計,排板下料…等電子文稿,而且學習時間短。
- 針對PCB產品製程參數複雜且多變的特性,提供了彈性、可自定的產品製程參數模組,詳細提供即時的線上製程參數指示。
- 多層板的製令規劃與製程管控上,具備完整內層、外層板的製令發放規劃機制。
- 提供加工作業管制、生產批合併作業管制、內層板與外層板壓合作業管制與主製令、子製令的合併管制。
- 不同工作PNL 尺寸併板時,製程可合併處理,乾墨、濕墨用料,依照工作PNL分別計算用量。
- 工程生產途程資料版本控制、新舊版本自動控制備檔與回存等功能。
- 製程可依照交貨PNL尺寸預估紙箱尺寸與標準用量。
- 製程可依照交貨PNL尺寸預估紙箱尺寸與標準用量。
- 依據各工序的自訂轉換單位,生產現場工作站過帳轉單更靈活。
- 採用PCB產品特質與各工序產量計算方法,自訂公式計算產出時間,做為生產排程的參考依據。
- 依據各工序的施工方式,自訂托工費用計算公式與MRB扣款公式。自動計算托工與扣款費用。
- 各種 PCB 產品的製令規劃與製程管控上,具備各種完整的標準製程,提供製令自動生成的功能。
- 與PCB智慧排板系統結合,自動依據交貨PNL尺寸與基板規格,自動繪製下料圖、排板圖、連片圖、斜邊圖、V-Cut圖、斜邊圖、疊構圖、鑽孔表。
- 在成本控管的議題上,提供實際製造成本的資訊回饋,包括實際的人時、機時、面積、物料耗用與托工費用結算,作為計算成本的基礎。
[產品工程知識庫]的結構:
產品工程管理在相同畫面下掌握所有生產作業技術資料,包括PCB特性參數、生產途程設置、作業指導設計、托外加工設置、相關技術文件資料、BOM表與用料計算、排板下料裁切方式、斜邊設計、V-Cut設置、疊構圖、鑽孔表。
產品工程管理採用彈性設計,可管理生產單面、雙面、多層、盲埋孔、BUM增層、HDI和各種印刷電路板。
PCB產品種類繁多,對於四層板及以下的產品,製程簡單,工單可從頭做到尾,中途不需要轉換流程。
至於六層板以上的盲埋孔板產品,因為不同的內層和外層有不同的線路圖、製程或特性參數,也使用不同的模具、膠片等輔助性設備,就需要使用不同的作業指示及相關檔案,在生產過程中也會有不同的生產製令,以控制其不同內層、外層的生產製造過程和數量。
同時,PCB產品的加工原物料、製程、PCB參數、托工方式、品質要求等,都會通過編排作業指示的方式,向生產部門和托外廠商發出加製令。
在產品的設計過程中,一些重要生產事項都會通過圖形的方法描述,這必然要求ERP系統的圖形記錄與處理功能非常強大,甚至具備自動繪製圖形的功能。
PCB產品工程管理【量身訂做的PCB製程管理系統】
範圍:
- 「基本資料」中設置產品編號及名稱等。
- 「製程」-設置產品生產的各類資料。
- 「製程」-「製程」-設置製程名稱與裁切表相關資料。
- 「製程」-「工程參數」-建立產品排版資料及相關參數。
- 「製程」-「製程碼」-設置產品需要的工序名稱及相關設定。
- 「製程」-「製程碼標題」-設置每個工序加工工藝的說明。
- 「製程」-「文檔資料」-建立產品相關文檔資料。
- 「製程」-「物料明細」-設置產品的BOM(物料清單)。
執行單位: 工程人員。
權責:
- 產品工程資料建立:工程人員。
- 產品工程資料審核:部門主管。
- 產品工程資料確認: 高級主管。
相關單位: 業務、生管、托工、品管人員
控制重點:
- 產品工程資料建立檔案資料是否確認。
- 產品工程資料建立檔案資料是否完整。

# 基本資料
# 操作步驟
點擊進入[物料]- [產品工程] - [基本資料]頁面。
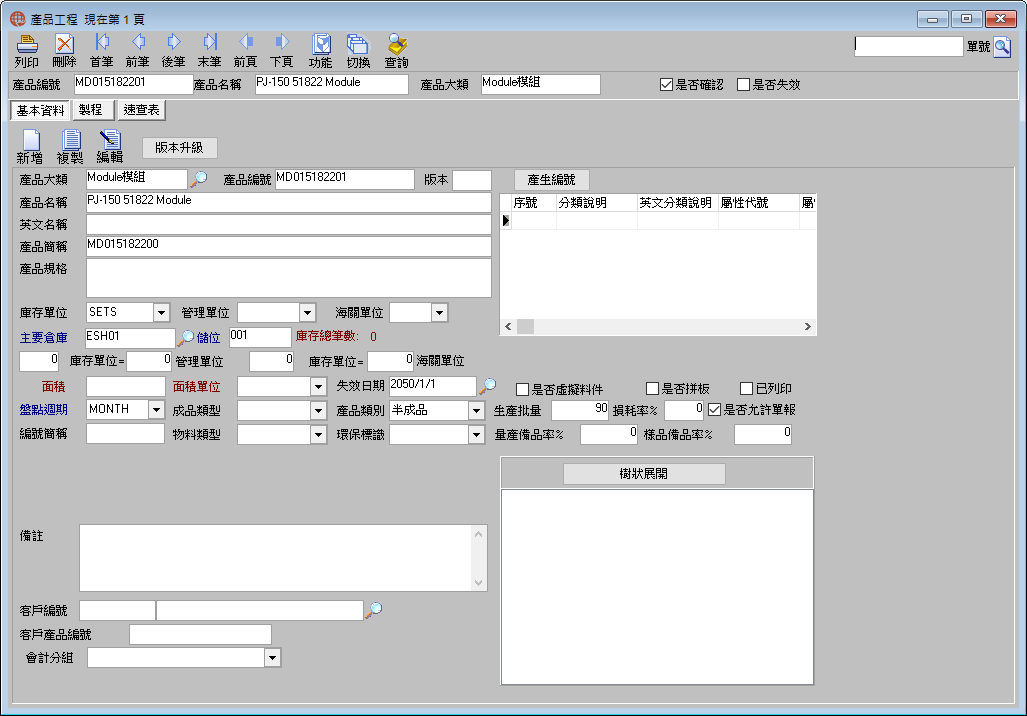
填寫基本資料(圖-1)
步驟:
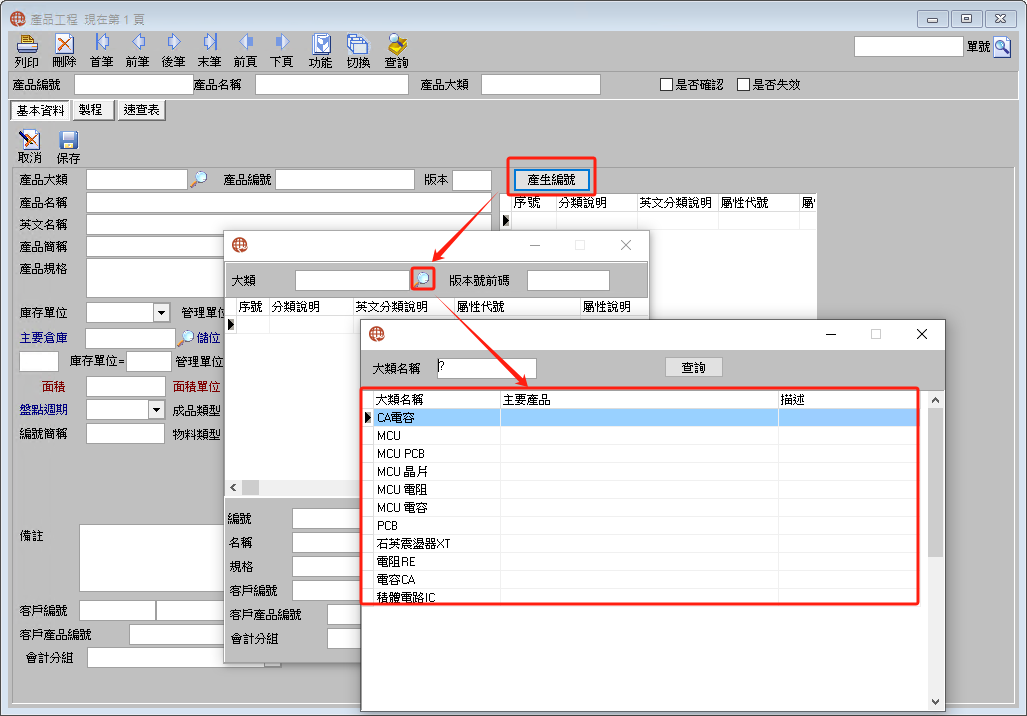
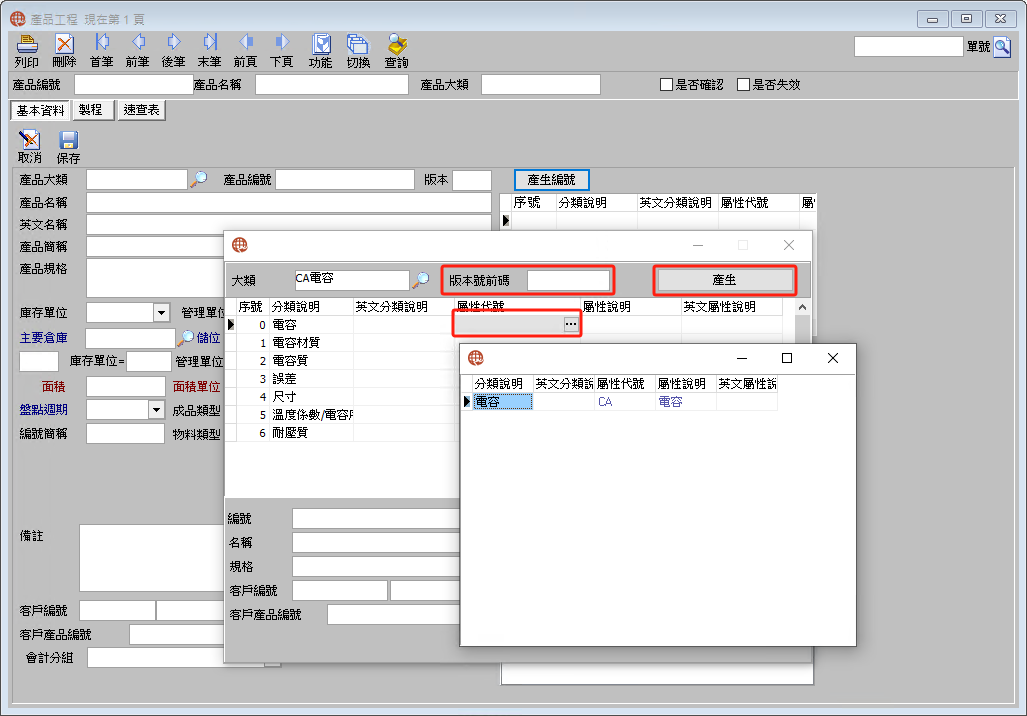
點擊
[新增]按鈕,點擊[產生編號]。在跳出的選單視窗中,請點擊
[大類]的放大鏡,在選單中,挑選成品大類。由產品大類帶出編碼組成項目,請依據各項目別逐一點選
[屬性代號],由選單中挑出屬性代號與屬性說明,全部設定完成後,請點選[產生]按鈕,讓系統依據編碼原則自動產生成品料號。
註
若有客戶板序,請輸入[版本號前碼]。
- 系統依據編碼原則產生成品料號、名稱、英文名稱、規格等。確定資料皆正確後,請點選
[確認]按鈕,系統將跳回原[基本資料]畫面。
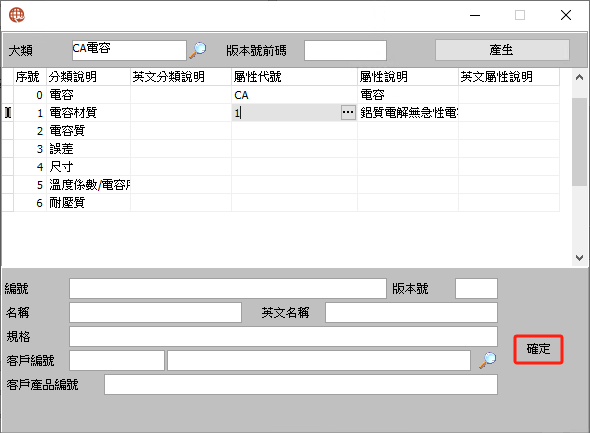
成品料號等資料將回帶至
[基本資料]頁面,請繼續設定成品料號相關資料。依次填寫料件各項相關資料後,請點擊
[保存]按鈕,保存填寫資料,如不想保存點擊[取消]按鈕。
註
成品料號產生後
[物料]-[料件管理]也會同時產生新的料號。保存時,系統會出現提示訊息..提醒欄位是否要輸入,以避免工程人員遺漏未輸。欄位有..損耗率、量產備品率、樣品備品率(提示無強迫性,不輸入一樣可以保存資料)。
如果產品編號的產生不想透過編碼原則,而是由用戶自行新增料號(如系統啟用前已使用的廠內料號),在點選
[新增]後,請直接點選[產品大類],再輸入產品編號等相關欄位做保存即可。如果要依據編碼原則產生成品料號,點選[新增]後,請點選[產生編號]按鈕,在選單視窗內再做進一步的設定。如果
[物料-產品分組]的設定是不使用編碼原則產生編號,不設定編碼原則時,若點選[產生編號]按鈕,將找不到此產品大類。[產生編號]-[大類]只會帶出有設定編碼原則的產品大類。
# 欄位説明
紅色欄位,代表一定要輸入的欄位。
[產品大類] 產品歸屬的大類,它從[物料]-[產品分組]中提取。
[產品編號] 產品編號屬於唯一標識,用戶可自行設定產品編號或點擊[產生編號],由系統依[物料]-[產品分組]設定之編碼原則產生編號。
[產品名稱] 產品的名稱。用戶可自行定義產品名稱或點擊[產生編號],由系統自動依[物料]-[產品分組]設定之編碼原則產生名稱。
[產品規格] 產品的規格或詳細描述。用戶可自行定義產品規格或點擊[產生編號],由系統自動依[物料]-[產品分組]設定之編碼原則產生規格。
[英文名稱] 產品的英文名稱。用戶可自行設定英文名稱或點擊[產生編號],由系統依[物料]-[產品分組]設定之編碼原則產生英文名稱。
[產品簡稱] 產品名稱的縮寫,用戶自行設定。
[版 本] 產品的版本。用戶自訂輸入。
[庫存單位] 產品使用的單位,亦即公司內部使用之單位,用戶自行定義。
註
庫存單位請以最小單位設定,例如螺絲1000PCS=1MPCS,庫存單位請設定為PCS。
請先在
[系統]-[基本資料]-[基本數據]-[物料]模組-[庫存單位]設置。
[管理單位] 產品若有多單位,屬對外部使用之出貨單位或採購單位,用戶自行定義。例如螺絲1000PCS=PCS,對外的出貨單位是MPCS,管理單位請設定為MPCS。
註
請先在
[系統]-[基本資料]-[基本數據]-[物料]模組-[庫存單位]設置。[生產]-[成品入庫]會抓取此處設定的管理單位。
[海關單位] 海關報關使用的單位,用戶自行定義。
[主要倉庫] 料品存放的庫別,用戶自行定義。請先在[物料]-[倉庫管理]定義庫別、儲位。
[儲 位] 料品在倉庫中存放的位置。由[主要倉庫]帶出。
[庫存總筆數] 料品在倉庫中目前有幾筆庫存數量。
[庫存單位=管理單位] 指1個庫存單位等於多少管理單位。例如PCB:1SPNL=6PCS,表示方式- -庫存單位:填6 管理單位填1。
[庫存單位=海關單位] 指1個庫存單位等於多少海關單位。其它說明同上。
[面積] 料品若以面積計算,用戶請自行輸入。
[面積單位] 料品若以面積計算,請由下拉選單選擇面積適用的單位。
註
請先在[系統]-[基本資料]-[基本數據]-[物料]模組-[面積單位]設置。
[失效日期] 產品若不允許再交易流通或使用,可輸入失效日期。
[盤點週期] 盤點的週期。用戶自行設定。
[成品類型] 在下拉式選單中提取,如單面板、雙面板。
註
請先在[系統]-[基本資料]-[基本數據]-[物料]模組-[成品類型]設置。
[產品類別] 在下拉式選單中提取,如新料號、舊料號。
註
請先在[系統]-[基本資料]-[基本數據]-[物料]模組-[產品類別]設置。
[編號簡稱] 產品編號的簡稱,用戶自行定義。
[物料類型] 物料採用的類型,在下拉選單中提取,如SKH-9、DC-53。
註
請先在[系統]-[基本資料]-[基本數據]-[物料]模組-[物料類型]設置。
[環保標識] 對產品所屬環保標準的說明。
[備 註] 此物料補充說明。
[是否確認] 欲做料號確認時可點擊[功能]按鈕,從彈出的對話框中點選[確認],確認後頁面中的[是否確認]欄位會被勾選,確認後的單據無法進行編輯操作,如要取消確認,請重新進入[功能]點選[取消確認]即可。
[是否失效] 若公司評估料品生產不合成本決定暫停接單,可在[功能]選擇[失效],銷售系統的報價/訂單在選擇料件的選單中將看不到此料號->無法下單。
註
一旦執行
[失效],該筆料號畫面馬上跳開,且無法在速查表裡看到此筆料號,即使利用單號查找也查找不到,必須利用複雜查找,下條件後,才能查找到失效的料號。若因原物料價格調整,或者已符合成本欲恢復接單,請先找出該料號後,在
[功能]選擇[生效]。([失效]/[生效]是相反的。)
[客戶編號] 此成品料號屬於哪一個客戶的,點選放大鏡後,選出客戶。
註
需先在[銷售]-[客戶資料]設定客戶資料。
[客戶產品編號] 客戶定義的成品料號,用戶自行輸入。
註
[銷售]-[客戶訂單]-設定的客戶編號與產品編號必須與產品工程設定的一致。
[已列印] 產品工程若已列印,此欄位會打勾。
[生產批量] 如果生產方式採用批量生產,由用戶自行定義每LOT的數量。
[損耗率] 工程人員根據之前生產的不良率,來設定損耗率,以避免完成的入庫數達不到預計的生產數量。由[物料]-[產品工程]-[基本資料]-[損耗率]帶出。由用戶自行定義。
[是否允許單報] 料品如果不允許單報,指[生產]-[工作單]過帳時,用戶輸入管理數量(如WPNL數量)後,系統自動計算的庫存數量,不允許用戶修改。料品如果允許單報,指[生產]-[工作單]過帳時,用戶輸入管理數量(如WPNL數量)後,系統自動計算的庫存數量,允許用戶手動修改。
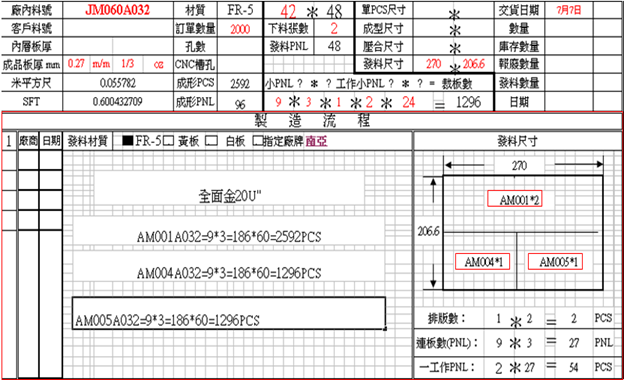
[是否拼板] 為節省製程的時間及成本,工程人員若認為各料號是可以併板生產的,此併板料號的[是否拼板]就必須打勾。 如下圖..
AM001、AM004、AM005各是三個廠內料號—
AM001的客戶料號是AM032
AM004的客戶料號是AM032
AM005的客戶料號是AM032 ZA000605
工程人員認為可以拼板,因此產生了半成品料號--JM032,此料號也是拼版料號。
等於AM001、AM004、AM005各自的子階料號都是JM032。
**JM032[是否拼板]就要打勾
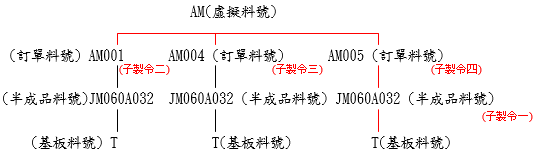
[是否虛擬料件] 如果拼板料號本身不是實際的半成品料號,但為了方便追蹤各併版料號的生產進度,因此產生了本不存在的過渡料號,而此虛擬的大板料號..[是否虛擬料件]就必須打勾。
由上圖我們看到了三個成品料號,與一個半成品料號(JM032),但如果這樣發單生產,將是四個製令各自跑各自的,無法統合追蹤..
如果想看到併版的各階段過程,就必須虛擬一個大板的概念,讓這個虛擬料號去串接各階段的料號,變成是..
虛擬料號<-成品料號<-半成品料號<-基板料號這樣,透過虛擬料號這個製令,就會讓各料號像串粽子一樣串在一起,如下…
AM製令(母製令) 將會有 四個子製令..由此可追蹤併單的各階段生產進度。
[量產備品率] 公司銷貨給客戶,會多給幾個當成是贈品。與客戶議定的量產備品率,由用戶自行定義。
[樣品備品率] 樣品訂單同意多給幾個當成贈品。與客戶議定的樣品備品率,由用戶自行定義。
註
備品數量的計算取決於[銷售]-[客戶訂單]-[訂購基本資料]-[量產類型]的設定..
如果[量產類型]設定的是[量產訂單],備品數量將依據[量產備品率]計算。
備品數量=訂單數量 × 量產備品率。
如果[量產類型]設定的是[樣品訂單],備品數量將依據[樣品備品率]計算。
備品數量=訂單數量 × 樣品備品率。
PCB資料
[單PCS長] 成品料號的長邊PCS尺寸,由用戶自行設置。
[單PCS寬] 成品料號的端邊PCS尺寸,由用戶自行設置。
[SPNL長] 成品料號的長邊出貨尺寸,由用戶自行設置。
[SPNL寬] 成品料號的短邊出貨尺寸,由用戶自行設置。
[連片長數] 在發料PNL中,長方向(一般以坐標觀點來看是Y軸)有幾個成型PNL數。用戶自行輸入。
[連片寬數] 在發料PNL中,寬方向(一般以坐標觀點來看是X軸)有幾個成型PNL數。用戶自行輸入。
功能欄位
[版本升級] 若版本升級就是新的料號,只要點選[版本升級]按鈕,可利用舊料號直接產生一個新的產品料號(類似複製),可節省資料重覆輸入的時間,也可避免錯誤。
註
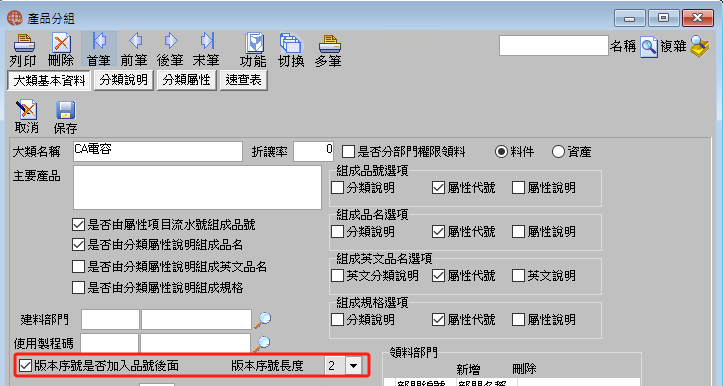
欲使用[版本升級]功能來產生新料號,有其前提..產品編號的編碼原則是..[版本]必須放在產品編號的最後,且必須先到[物料]-[產品分組]完成設定,如下圖..
[版本序號是否加入品號後面]:請打勾- 版本序號長度:請依需要再下拉選單選擇版本字元長度
[產生編號] 欲透過編碼原則產生新的料號,點擊此按鈕後做設定。
[從報價轉入PCB] 若[銷售]-[客戶報價]已做過報價與PCB排版,可以點選此按鈕,PCB資料各欄位將直接由報價-報價分析-裁切表引入。
[樹狀展開] 點擊此按鈕,再點”+” ,可以看到[製程]-[物料明細]子階用料展開的產品結構圖。如下圖..以”+”、“-“展開或關閉樹狀結構圖。
功能表上的[功能]
[料件刪除] 在產品工程頁面中點擊[功能],從彈出的對話框中點選[料件刪除],系統會提示是否確定要刪除的詢問,若確定此筆料號要刪除請選擇[是],否則請選擇[否],或者直接點選上方[刪除]按鈕,亦同樣可以刪除資料。
註
欲刪除料號,必須先進入[製程]-[製程]頁面,將所有製程名稱皆刪除後才可以做料號的刪除。
[列印] 在產品工程頁面中點擊[功能],從彈出的對話框中點選[料件刪除],其功能與直接點選上方[列印]按鈕一樣,皆可列印生產流程單(作業指導規範)。
[確認] 在產品工程頁面中點擊[功能],從彈出的對話框中點選[確認],可做料號的確認。確認後頁面中的[是否確認]欄位會被勾選,確認後的產品工程資料無法進行編輯刪除,如要取消確認,請重新進入[功能]點選[取消確認]。
[失效] 在產品工程頁面中點擊[功能]-[失效],頁面中已失效的欄位會被勾選,失效後業務做訂單時料號的選單視窗將看不到這筆料號,如果要恢復接單,請重新進入[功能]點選[生效]即可。
註
成品料號的[功能]-[失效]是針對料號的失效,執行後表示暫停下單->業務不許接單。
[製程]-[功能]-[製程失效]是針對製程的失效,執行後表示暫停下料->無法產生製令
[PCB排版] 詳細說明見PCB排版資料。
# 製程
點擊進入[物料]-[產品工程]-[製程]頁面。
功能: 設定製程名稱、發料規格、與裁切表等資料。
# 製程-製程
- 點擊進入
[製程]-[製程]頁面。
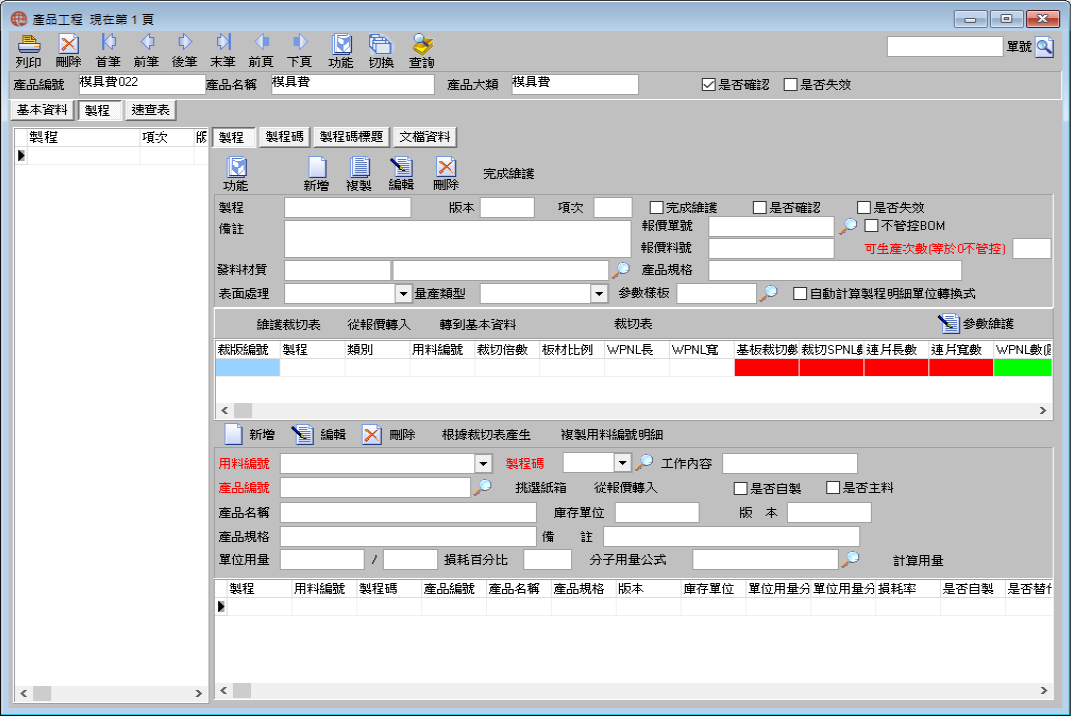
請點擊
[新增]按鈕,[製程]由系統自動引入[產品編號],但若版本不同用戶可自行修正。選擇
[發料材質],點擊放大鏡,選入基板料號。操作步驟如下:點選
[產品大類]放大鏡,由選單視窗中挑出基板大類後,直接點擊兩下,基板類別會填入[產品大類]。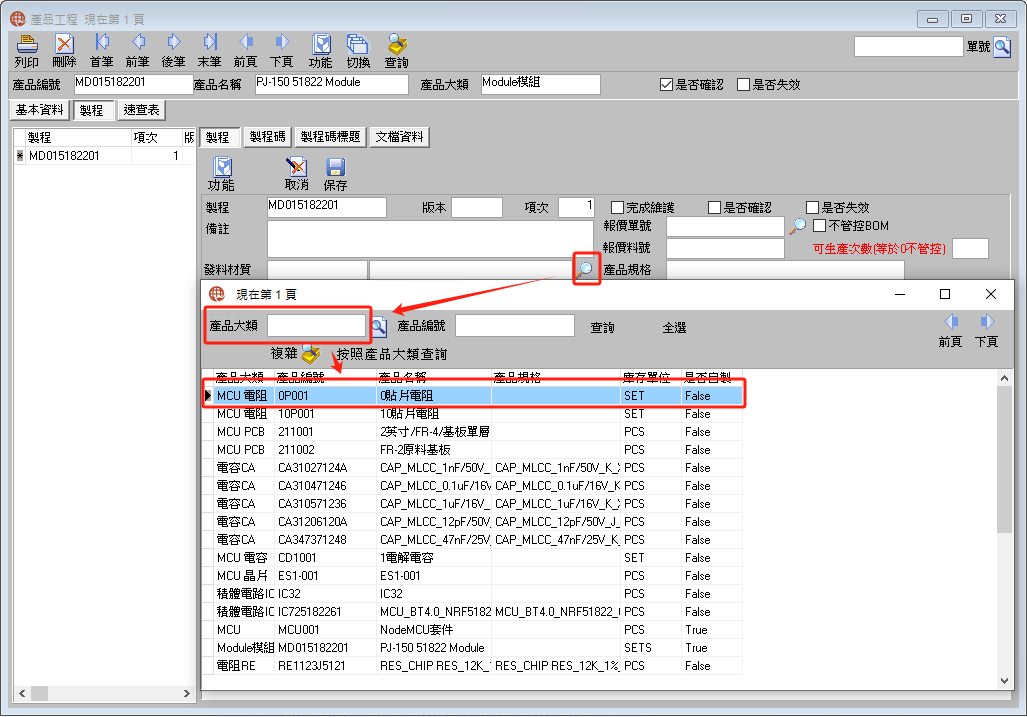
請再點選
[查詢]按鈕,由選單視窗中挑出基板料號後,直接點擊兩下,基板料號會回寫至[工程參數]頁面。或者點擊
[按照產品大類查詢]按鈕,也可以由產品編碼組成項目做為查詢條件,查找出料號。請先在[產品大類]選擇基板大類後,由下方的產品組成分類,由屬性代號跳出之選單視窗中,設定可以做為查詢條件的資料。查詢條件皆已設定完成,請點選[自動產生查詢條件]按鈕。在系統依據查詢條件自動串生出查詢資料後,請點選[查詢]按鈕,也可以查找的到需要的基板料號。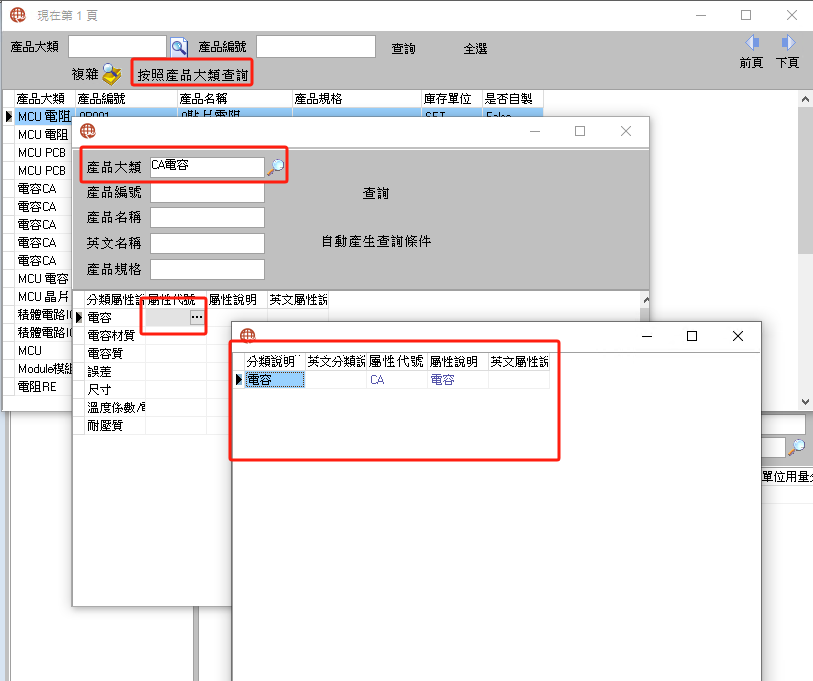
無論依據上述兩種方式之任一種,在查找到需要的基板料號後,連續點擊兩下,基板料號會回帶至[工程參數]頁面。
設定
[表面處理],並選擇[參數樣板],點擊[保存]按鈕保存設定,不想保存請點擊[取消]按鈕。因版本不同,可以有數個不同的製程名稱,各別製程因為混裁可以各自擁有獨立的發料尺寸(排版方式)或生產途程等。
註
- 如果版本不同,成品料號就不同,那麼成品料號就等於製程名稱,兩者呈現一對一的關係,若版本不同,但仍使用相同的成品料號,那麼成品料號將不等於製程名稱,兩者將呈現一對多的關係。
- 必須有製程,才能做後續各頁的設定。如:
[工程參數]: 定義工程參數、[功能]-[PCB排板]:產生下料圖、排版圖、連片圖、斜邊圖、V-CUT圖、壓合圖、鑽孔表..等。pcb排版前必須先建立參數樣板。
[製程碼]:生產途程的制定 [製程碼標題]:每別工序加工工藝的說明 [物料明細]:物料清單(BOM)的設定..等。
# 欄位説明(製程)
[製程] 點新增時,系統自動引入[產品編號],用戶可自行修正。如製程=產品編號+版本
[版 本] 用戶自訂輸入。
[項 次] 筆數的序號,新增保存時系統自動產生。
[備 註] 製程的補充說明,用戶自訂輸入。
[報價單號] 為確保[物料]-[產品工程]-[製程]-[製程]的板材型號能與[銷售]-[客戶報價]設定的資料一致,在[系統]-[基本設置]-[進銷設置]-[產品工程是否對應報價單]若打勾,要新增[製程]名稱時,必須同時在[報價單號]放大鏡欄位選出報價單號,否則[保存]時系統會出現警告提示,除非設定報價單號,否則無法保存。
註
- 選入
[報價單號]後,[基本資料]頁面的[客戶編號]、[客戶名稱]亦會由報價單號引入。 - 報價單號的設定,將會影響
[銷售]-[客戶訂單]-[實際售價]的單價。如果希望訂單單價可以等於或大於,但不得小於報價單價時,在[系統]-[基本設置]-[進銷設置]-[訂單單價不得小於報價單價]必須勾選。而報價料號因為尚未正式量產,所以必須與正式的生產料號做區隔。在兩者料號不相同的情況下,為了讓訂單料號(生產料號)的單價能銜接上報價料號的單價,此[報價單號]必須設定,才能讓訂單料號抓的到報價單價。而業務可以修正帶出的[實際售價],但只允許大於報價單價,不允許訂單單價小於報價單價,否則不得保存。
[發料材質] 指成品使用的基板編號,用戶由放大鏡挑選,請先到[物料]-[料件管理]-[產品工程資料]設定完成。
[產品名稱] 發料所指定的板材名稱,由[發料材質]帶出。
[產品規格] 發料所指定的板材規格說明,由[發料材質]帶出。
[表面處理] 表面處理方式,由下拉選單挑選。
註
請先在[系統]-[基本資料]-[基本數據]-[生產]模組-[表面處理]設置。
[參數樣板] 選擇成品適用的參數樣板,由放大鏡挑出。
註
請先在[銷售]-[報價設置]-[參數樣板]完成設置。
[完成維護] 若此筆製程相關資料包含裁切表等已設定完成,點選[完成維護]按鈕後,此欄位會打勾,表示資料設置已作業完成。
註
未做[完成維護],[功能]-[製程確認]將無法執行。
[是否確認] [功能]-[製程確認]執行後,此欄位會打勾,表示此筆製程已做過確認。
註
已做過確認 將不得編輯修改新增刪除 除非在[功能]做[製程取消確認] 。
[是否失效] [功能]-[製程失效]執行後,此欄位會打勾,表示此筆製程已做失效。
[自動計算製程明細單位轉換式] 若因為混裁,同一個製程同時有兩種(或更多)不同的發料尺寸,勾選[自動計算製程明細單位轉換式]按鈕,在[生產]-[製令]-[製程明細]可以自動依據不同的發料規格的轉換值,自動換算各製程的管理單位數量。
功能欄位
[功能] 針對製程,可以設定的各項功能(與功能列上[功能]是針對成品料號設定功能不同)。
製程確認
欲做製程確認時請在
[製程]-[功能]點選[製程確認],確認後頁面中的[是否確認]欄位會被勾選。確認後的製程無法進行編輯新增刪除,如要取消確認,請重新進入[功能]點選[製程取消確認]即可。註
即使成品料號與製程相同(一對一),仍必須做製程確認,否則不能執行
[產生製令]。[產生製令]與成品料號的[功能]-[確認]沒有直接關係,但與[製程]-[功能]-[製程確認]有關。製程失效
如果一個成品料號對應多個版本的製程名稱,其中某一個製程名稱因製程改變或其它原因暫停使用,請先選擇欲失效的
[製程]後,再進入[功能]點選[製程失效]。註
成品料號的
[功能]-[失效]是針對料號的失效,執行後表示暫停下單->業務不許接單。[製程]-[功能]-[製程失效]是針對製程的失效,執行後表示暫停下料->無法產生製令。請先在左邊視窗選擇欲執行失效的製程,再進入[功能]做[製程失效]。變更備檔
[製程]已經過確認,但日後可能因為生產條件修正欲修改原始設定,但又希望原始資料仍可以查閱,在執行[製程取消確認]時,系統會自動做[變更備檔]以保存目前[製程]的資料。執行
[製程取消確認]時,系統會跳出[備檔備註]的視窗,用戶可以註記為何做取消確認的說明按[OK]後將出現[備檔完畢]的訊息,資料備檔後。日後欲查閱備檔前的原始資料,請點擊[查詢]-[變更備檔查詢]即可看到未取消確認(未修正前)的資料。從標準製程碼產能算產出時間
系統依據
[標準製程碼設置]-[製程碼]頁面的[庫存單位產出時間計算公式]來計算產出時間。請先在[製程碼機台明細]頁面定義[生產數量](min)。假如一個製程同時會使用三個機台工作,預計生產數量分別是10,20,30/分鐘,(一分鐘可以各別完成10,20,30個) 那麼計算算出的產出時間就是:1/(10+20+30)。產生製令
在製程頁面中點擊
[功能],從彈出的功能表中點選[產生製令],由彈出視窗選擇訂單編號,並選擇日期後,系統將依據工程人員在產品工程制定的所有生產作業標準,自動拋轉至,[生產]-[製令],可自動產生一筆新的製令單。轉托外製令
如果接單的料品非廠內自行生產,而是全製程托外,在製程頁面中點擊
[功能],從彈出的功能表中點選[轉托外製令],由彈出視窗選擇訂單編號,並選擇日期後,系統將依據工程人員在產品工程制定的所有生產作業標準,自動拋轉至[托外]-[托外製令],可自動產生一筆新的托外製令單。
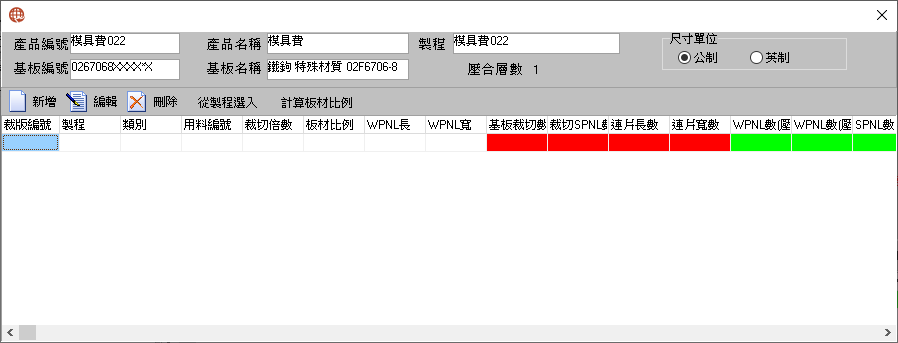
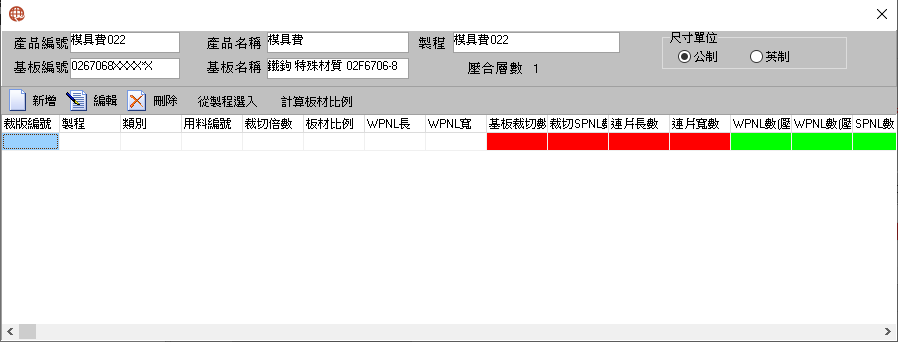
# 製程-裁切表欄位資料
裁切表各欄位資料的產生有兩種方式-
- 系統自動產生。若有進入
[功能]-[PCB排版]做完排版後,點擊[引入資料]按鈕,系統會自動將排版資料引入[裁切表]內,所有欄位資料皆不需人工設置。
注意事項
pcb排版前必須先建立工程參數樣板。
人工自行設定。若因為特殊排板,無法利用系統提供的PCB排版功能產生發料尺寸,請點選
[維護裁切表],在跳出的視窗中,手動輸入發料尺寸等資料。步驟:
- 點擊
[新增]按鈕,點選[維護裁切表]按鈕,進入裁切表視窗後,可進行[新增]、[編輯]、[刪除]等功能。 - 手動輸入裁切編號、製程、類別、用料編號等欄位資料。
- 單PCS長、單PCS寬、SPNL長、SPNL寬、連片長數、連片寬數..等欄位資料,系統自動由
[基本資料]頁面帶出。 - 設定完成後請點擊
[保存]按鈕,系統將自動計算WPNL長、寬等欄位資料。 - 確定發料尺寸正確,關掉裁切表視窗,重新回到
[工程參數]頁面。
- 點擊
# 欄位説明(裁切表欄位)
[裁切編號] 由系統自動產生。若是混裁,一張基板同時有兩種(含以上)的發料尺寸時,各發料規格的裁切編號是一樣的。
[製程] 就是製程名稱。由系統自動產生。
[類別] 由系統自動產生,或人工自行設置。一張基板若多種裁切方式,類別指一張裁切表中第幾種發料規格。若是沒有混裁,類別就是[1],若排版方式有3種,表示有三筆不同的發料規格,那麼三筆裁切資料各筆類別分別就必須填上1、2、3。
[用料編號] 由系統自動產生,或人工自行設置。用料編號=製程+類別。
註
用料編號將帶入[製程]-[物料明細],同用料編號發領料時將一起領用。
[裁切倍數] 發料的基板裁切倍數。由[工程參數]-[系統數據類]-[AU]這個參數自動帶出。
註
AU的說明:
若是四層板(含以下,如單雙面板),AU固定設一。
若是六層板,AU固定設二。
若是八層板,AU固定設三。
以此類推…
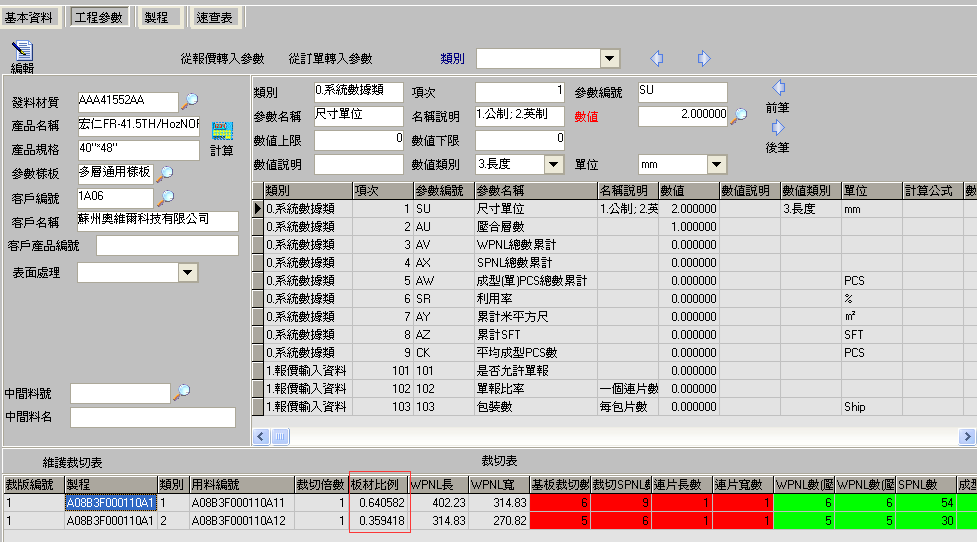
[板材比例] 若無混裁,板材比例固定是1。若有混裁,系統依據各發料規格占整張基板面積之比例計算之。可點擊[計算板材比例]由系統自動計算。
至於如何計算呢?以下圖為例

第一筆裁切資料的板材比例-
第二筆裁切資料的板材比例-
註
如果製程已做過[確認],將看不到[從製程選入]與[計算板材比例]兩個欄位,因為製程[已確認]將不允許修改,唯有在製程[未確認]狀態下,此二欄位才會出現。

[WPNL長] 發料的工作板長度。用戶自訂輸入。
[WPNL寬] 發料的工作板寬度。用戶自訂輸入。
[基板裁切數] 在發料的基板中,共有此發料PNL多少片。用戶自行輸入。
[裁切SPNL數] 一個發料PNL,可以裁切出多少SPNL。用戶自行輸入。
[連片長數、連片寬數] 由[基本資料]頁面-[PCB資料]自動引入。
[WPNL數壓合前] 在此片基板中,壓合前總共可以裁切出多少片發料PNL。由系統自動計算。
註
[WPNL數壓合前]等於就是[基板裁切數]。
[WPNL數壓合後] 在此片基板中,壓合後總共可以裁切出多少片發料PNL。由系統自動計算。
發料PNL = 長數 * 寬數/裁切倍數。
[SPNL數] 一張基板可以裁切出多少SPNL數。由系統自動計算。
成形PNL=長數 *寬數*裁切數。
[成型單PCS數] 一張基板可以裁切出多少成型PCS數。由系統自動計算。
成形PCS=出貨PNL*長數*寬數*裁切數。
[米平方尺] 以公尺為單位計算發料PNL的面積。由系統自動計算。
米平方尺(板材面積)=發料尺寸長(WPNL長)*發料尺寸寬(WPNL寬)/1000000。
[SFT] 以英尺為單位計算發料PNL的面積。由系統自動計算。
SFT=發料尺寸長*發料尺寸寬/1000000/0.092903。
[壓合尺寸長] 壓合的工作板長邊尺寸。用戶自訂輸入。
[壓合尺寸寬] 壓合的工作板短邊尺寸。用戶自訂輸入。
[累計米平方尺] 以公尺為單位計算發料PNL的面積。由系統自動計算。
累計米平方尺=WPNL长*WPNL宽/100000*WPNL数量。
[累計SFT] 以英尺為單位計算發料PNL的面積。由系統自動計算。
累計SFT=發料尺寸長*發料尺寸寬/1000000/0.092903*WPNL数量。
[SPNL長、SPNL寬] 由[基本資料]頁面-[PCB資料]自動引入。
[單PCS長、單PCS寬] 由[基本資料]頁面-[PCB資料]自動引入。
[利用率] 一張基板的利用率,由系統自動計算。
利用率=發料規格的總面積/基板面積
=WPNL長*WPNL寬/基板長*基板寬
如果一張基板有混裁,有三種排版方式...
利用率=(A的總面積+B的總面積+C的總面積)/基板面積
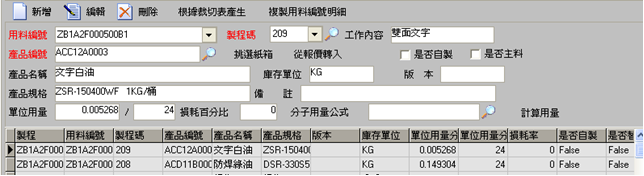
# 製程-製程物料明細
功能: 定義料品的BOM(物料清單)
基板可依據[工程參數]頁面的裁切表,由系統自動產生基板的BOM。其它用料將需用戶自行設定。
- 請先點擊上方左邊的[製程]名稱,以確定是以哪一個製程名稱產生BOM。
- 請點選
[根據裁切表產生],系統將依據上方設定的[發料材質]與[裁切表]自動產生基板的BOM。 - 若是其它用料,如油墨、干膜、濕膜..等,請點擊
[新增]按鈕,點選[產品編號]旁邊的放大鏡,選入使用料號。 - 之後,請再點選
[分子用量公式]旁邊的放大鏡,由公式選單中以[製程碼]放大鏡過濾出該製程已設定的公式後,挑入適合的公式,點選[保存]按鈕,系統會自動計算單位用量。
註
- 計算公式若有參用參數內的數值,請事先設定完成,否則選入公式後若抓不到數值,系統會出現錯誤提示。
關於公式設定..
如果是混裁,不同的排版方式其發料規格也會不同,同一製程若使用相同的公式,系統無法判斷是讀取哪一筆發料規格,所以在設定公式時必須依
[類別]區別公式。
如下圖..公式內容中的 [1]…就是指類別1

所以上述公式的意義是讀取第1筆 發料規格.. WPNL寬 * WPNL數量*面數(2)/182880*損耗率

如下圖..公式內容中的 [2]…就是指類別2

上述公式的意義是,讀取第2筆 發料規格.. WPNL寬*WPNL數量*面數(2)/182880*損耗率

系統目前至多允許四種排版方式,所以,在設定公式時請事先依各製程設定好至多4個
[類別]的公式。
資料設定完成後,點擊畫面中部
[保存]按鈕保存資料。如不想保存,點擊[取消]按鈕。若有多筆物料,可依次新增。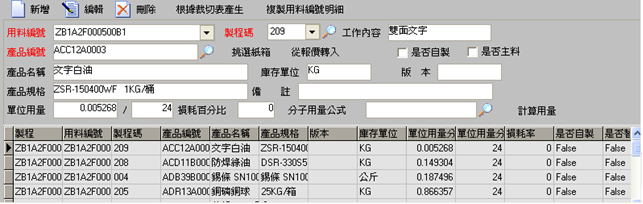
# 欄位説明(製程-製程物料明細)
[用料編號] [製程]-[裁切表]內的用料編號,請由下拉選單選出,相同的用料編號表示發領料時一起領用。
[製 程 碼] 子階用料在哪一個製程要領料,由下拉選單中選取,或可自動帶出。
註
請先在[物料]-[產品分組]-[使用製程碼]事先定義產品大類與製程碼的關係,系統可透過產品大類帶出[[製程碼],方便人員不需重覆設定。
[工作內容] 製程碼名稱,由[製程碼]帶出。
[產品編號] 子階產品之編號,單擊選項按鈕,從彈出窗口中選取。
註
若是基板用料,系統將自動帶出[製程]頁面設定的[發料材質]。
[產品名稱] 子階產品之名稱,由產品編號帶出。
[產品規格] 子階產品之規格,由產品編號帶出。
[庫存單位] 產品在倉庫中的存放單位,如KG、包等,由產品編號帶出。
[單位用量] 生產單位本階之標準用量。
[是否自製] 是否屬於自製產品,如果選取表示[是],否則反之。設為[是]亦必須為下一階設定BOM。
[是否替代] 是否有可替代的子階的產品,如選取表示可替代,否則反之。
[插件位置] 為避免生產謬誤,標示各物料零件所在位置。人工輸入。
[單位用量] 生產一單位需要的用量。人工輸入或由裁切表帶入。
註
若是基板,單位用量=? /?
前一個問號,取用[製程]-[裁切表]-[成型單PCS數]。
後一個問號,固定是一。
[耗損百分比] 生產時若有必要的耗損,請填上耗損率,如0.05。人工輸入。
[備 註] 此子階用料的補充說明。人工輸入。
功能欄位
[根據裁切表產生] 點選此按鈕,將自動產生基板料號與單位用量。
[複製用料編號明細] 如果一張基板有不同的發料規格,使用的子階用料品名應該是一樣的,不同的應該是單位用量。所以此按鈕的功能是:第一筆發料規格子階料品皆設定完成後,請點選此按鈕,系統將自動複製。第一筆已設定完成的子階料品資料給第二筆以後的發料規格(用料編號不同),以避免資料重覆建立,用戶只需調整第二筆(含以後)的子階用量即可,子階料號可以延用第一筆已建立的資料。
註
使用[複製用料編號明細]功能的第二筆以後的發料規格,必須點選[重新計算]按鈕讓系統重新計算單位用量,否則複製這個動作只會把原單位用量直接複製過來。
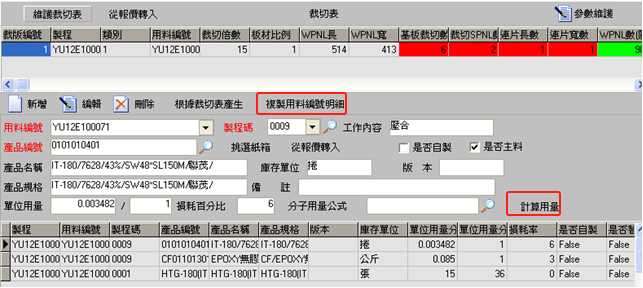
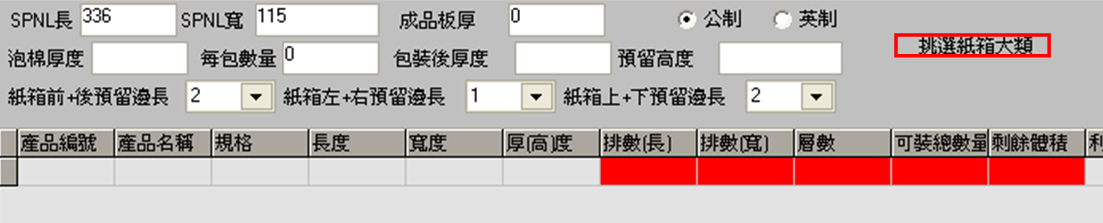
[挑選紙箱] 請點選[新增]按鈕,再接著直接點選[挑選紙箱]按鈕,由跳出的選單視窗中,輸入各欄位資料,請點選[挑選紙箱大類]按鈕,系統會過濾出符合條件的紙箱料號。請參考利用率來挑選紙箱,利用率越高,表示剩餘體積越小,挑中紙箱料號後,直接點擊兩下,紙箱料號將回帶至[物料明細]頁面,並自動產生紙箱的單位用量。
[計算用量] 若需要修正[分子用量公式],或者參用的參數數值改變,需要重新計算單位用量,請點選[編輯],再點選此按鈕,讓系統重新計算後,按ENTER鍵,再點選[保存]以保存資料設置。
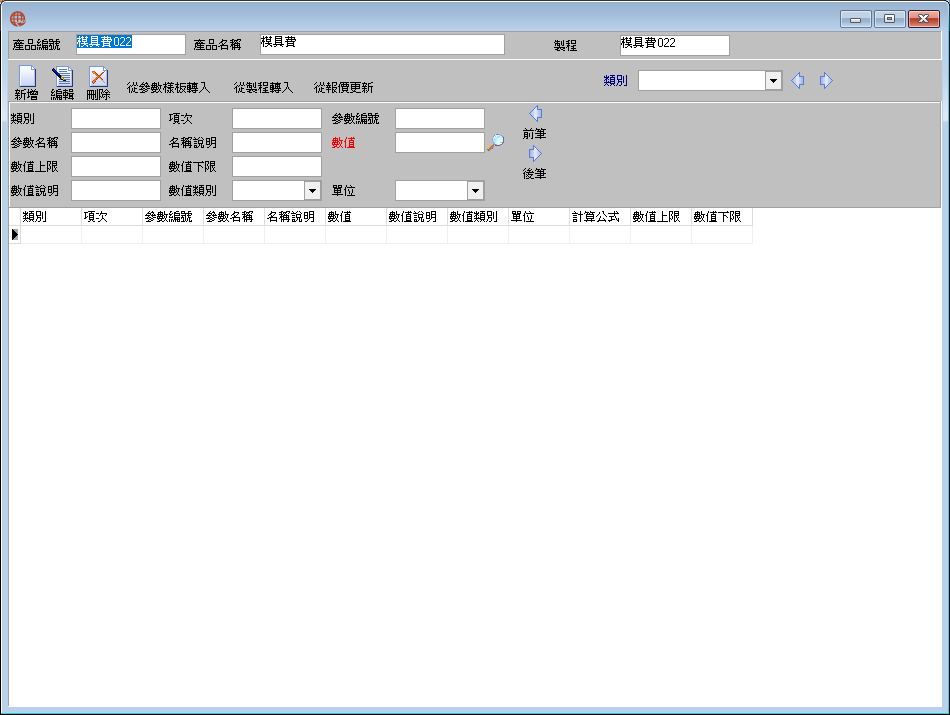
# 製程-工程參數
功能:點選[從報價轉入參數]或[從製程轉入],可直接取用已維護好的報價或其它製程的PCB參數,以避免資料重覆輸入。
- 點擊進入
[製程]-[工程參數]頁面。 - 新增工程參數。
工程參數建立有三種方式:從參數樣板轉入、從報價轉入、從製程轉入。
說明如下:
- 從參數樣板轉入
點擊上部[新增]按鈕,點擊[從參數樣板轉入],系統自動依據[製程]頁面指定的[參數樣板]帶出參數欄位,在下方欄位請依需要輸入。輸入完成請點擊[保存]按鈕以保存資料,如不想保存請選擇[取消]。
註
需輸入的欄位:
數值/數值說明-
參數設置若有事先設定
[數值選項],可直接在數值欄點一下 待選單符號出現 …,請點擊選單按鈕,由跳出的選單視窗中選點,選中的數值與數值說明將帶出。若沒有事先設定[數值選項]的參數,可直接在編輯表格中輸入資料。注意:純數值型態欄位,請輸在
[數值]。文字或文字+數值,請輸在
[數值說明]。數值上限/數值下限-
若必須提供上下限規範的參數,請輸入
[數值上限]、[數值下限]欄位,此二數值可自動帶至[品質]模組,做為[製程檢驗]、[托外製程檢驗]品保人員檢驗的標準依據。
- 從報價轉入
進入[工程參數]頁面後,直接點擊[從報價轉入],在跳出的選單視窗中,挑選報價單號後,系統會自動把[銷售]-[客戶報價]-[報價分析]的工程資料直接轉到此表單中,方便工程人員不必重覆輸入資料。
註
系統會先過濾客戶資料,唯有[基本資料]頁面設定的客戶的報價單號,才會出現在下方的選單視窗裡。
點擊
[從報價轉入]按鈕時,會跳出詢問視窗,請直接點[是]。
- 從製程轉入
進入[工程參數]頁面,直接點擊[從製程轉入],在跳出的選單視窗中,可參用其他製程工程資料轉到表單中。
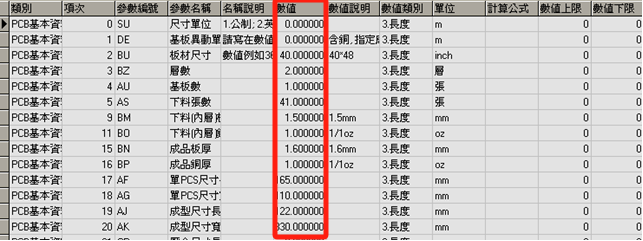
PCB參數必須設定的欄位有—
類別:系統數據類
SU:尺寸單位-數值欄位:請選擇是1.公制 或2.英制
AU:壓合層數-數值欄位:建議輸入方式…
- 四層板以下(含四層板):壓合層數請設為1,如單面板、雙面板、四層板
- 六層板:請設為2
- 八層板:請設為3 …以此類推
# 欄位説明(工程參數)
[參數編號] 工程參數編號,用於PCB公式計算所需要使用的參數編號,或業務、工程人員需要設定的生產作業規範,由[報價]-[報價設置]-[參數設置]帶出。
[欄位名稱] 工程參數名稱,如發料尺寸長、發料尺寸寬,由[報價]-[報價設置]-[參數設置]帶出。
[數 值] 由用戶依據欄位名稱自行輸入,例如:欄位名稱-孔數 數值:2058。
[數值類別] 參數欄位的屬性類別,目前系統內設為三種-1.金額 2.長度 3,重量。由[報價]-[報價設置]-[參數設置]帶出。
[數值說明] 參數欄位數據簡單說明。
[數值上限] 參數上限數值。
[數值下限] 參數下限數值。
[單位] 請依據[欄位數值類別]選擇對應的單位。由[報價]-[報價設置]-[參數設置]帶出。
# 製程-製程碼
功能:設定製程工序、管理單位轉換值、生產資料、品保資料等各相關資料。
點擊進入
[製程]-[製程碼]頁面。請先選擇批次維護,也就是欲依據哪一個製程設定生產途程。
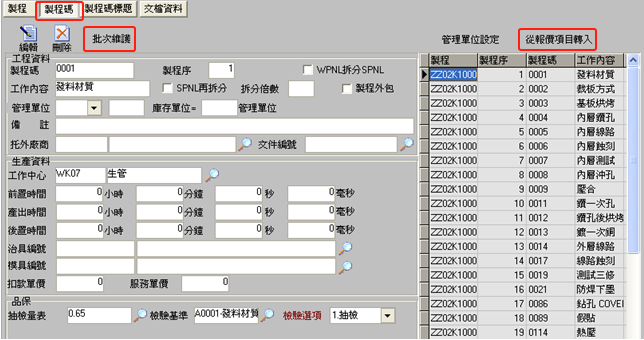
請點選
[從報價項目轉入],在選單視窗中挑出適合的報價大類,以帶出生產途程。系統若出現提示訊息,請選擇
[確定]。在跳出的選單視窗中,請選擇合適的報價大類,以遊標點中資料後連續點擊兩下,該報價大類預設的生產途程將帶至
[製程碼]頁面。若需要修正製程序,請選擇製程工序後在製程序號欄變更序號,點擊更新,系統自動調整製程序號,點擊[保存]按鈕保存設定。也可以一次變更多個序號,則點擊[批次更新]。若需要修正製程工序裡的資料,請點擊[編輯]按鈕,修正後記得保存,或點擊[新增]按鈕增加製程,或點擊[刪除]按鈕刪減製程。
註
執行
[編輯]、[刪除],請先點選右邊欲執行的製程名稱,再點選左邊功能按鈕。製程碼影響相關資料甚鉅,直接修正製程碼怕資料關連上會影響資料的正確性, 故不允許直接修正製程碼,如果想修改製程工序名稱,必須以先刪除後新增的方式處理。例如想將010 OSP改成高溫011 OSP
- 請先記下欲修改的製程其製程序,如下圖010 OSP的製程序是7。
- 在右邊選中010 OSP後,再到左邊點[刪除],將010 OSP刪除掉。
- 請在右邊點
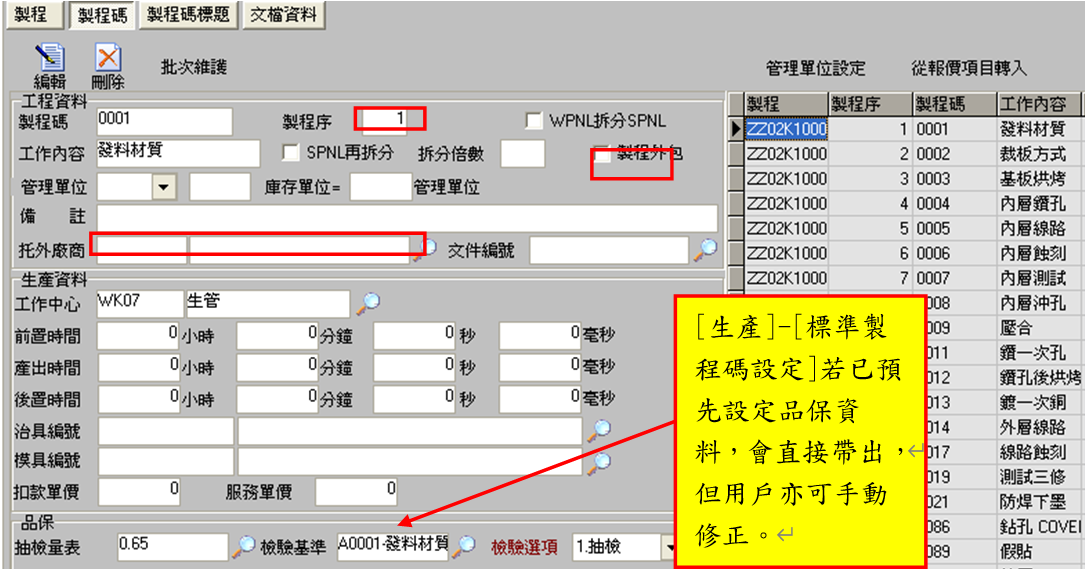
[新增]按鈕,加入製程工序011 高溫OSP,製程序欄位請手動修正為原製程序7之後,再保存即可。 - 該製程是否需要托外或者不需填單過帳,請依據製程別設定。若屬托外,
[生產]-[標準製程碼設定]已預先設定托外廠商,會直接帶出,但用戶亦可手動修正。 - 該製程是否需要檢驗,適用何種抽檢量表 檢驗基準表,請依據製程別設定。
管理單位/管理單位轉換值設定
說明:庫存單位固定是最小單位,也就是PCS,是生產製程中固定不變的單位,但實際的生產過程中,其實單位是隨著製程的推進而變動的,因此必須依據製程別設定管理單位。如下:
步驟:
請先選擇左方製程名稱,也就是欲依據哪一個製程設定生產途程。
請點擊
[製程]頁面,注意[裁切表]內的數據資料。需參用的數據欄位:
連片長數、連片寬數、WPNL數(壓合前)、WPNL數(壓合後)、成型(單)PCS數。
請注意上述欄位各數據,如下圖:以第一筆用料編號為例..
連片長數:1 連片寬數:1 所以1PNL=1PCS
WPNL數(壓合前):6 WPNL數(壓合後):6
成型單PCS數:54

請點擊
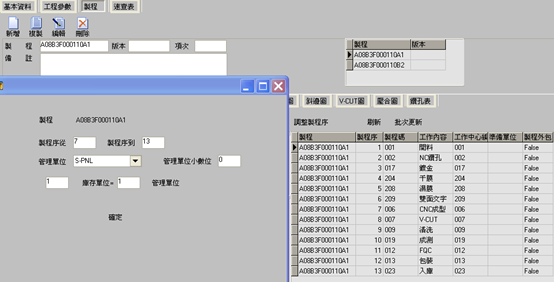
[製程]-[製程碼]頁面,注意製程內容,管理單位可分成幾個階段,請參閱下圖.. 第一階段:製程序1開料~製程序6雙面文字:使用的管理單位是WPNL
第二階段:
製程序7 CNC成型~製程序13入庫:使用的管理單位是SPNL
把前頁數據引入,配合製程,?庫存單位=?管理單位..應如何設定呢?
以下是前頁數據資料..
連片長數:1 連片寬數:1 所以1PNL=1PCS
WPNL數(壓合前):6 WPNL數(壓合後):6
成型(單)PCS數:54
第一階段:
製程序1開料~製程序6雙面文字:使用的管理單位是WPNL
PCS:WPNL= 成型(單)PCS數: WPNL數(壓合後)=54:6=9:1
說明:此例沒有壓合,所以直接引用WPNL數(壓合後)的數量
因此 第一階段的PCS:WPNL==9:1。
註
若有壓合,就必須分壓合前 壓合後兩段設定管理單位轉換值,除非壓合前後的數量一樣的(如此例) 。
第二階段:
製程序7 CNC成型~製程序13入庫:使用的管理單位是SPNL
PCS:SPNL=連片長數* 連片寬數:1=1:1
註
SPNL請固定設1。
確定各段製程序起迄與適用的管理單位後,要開始設定管理單位,請點擊
[製程]-[製程碼]頁面,點選[管理單位設定],由彈出的視窗中設定各製程的管理單位。
第一階段的管理單位設定:
製程序1開料~製程序6雙面文字 PCS:WPNL==9:1
將上頁數據等..依序輸入各欄位,設定完成後請點擊
[確定]按鈕。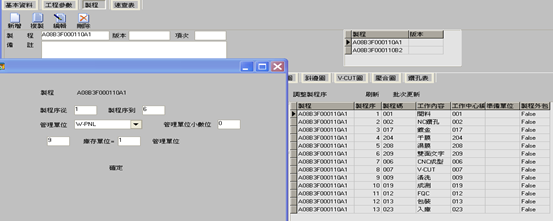
第二階段的管理單位設定:
製程序7 CNC成型~製程序13入庫
PCS:SPNL=連片長數* 連片寬數:1=1:1
將上頁數據等..依序輸入各欄位,設定完成後請點擊[確定]按鈕。
再舉一例:
連片長數:1 連片寬數:4 所以1PNL=4PCS
WPNL數(壓合前):10 WPNL數(壓合後):3
成型單PCS數:27

第一階段:
製程序1開料~製程序5內層測試:使用的管理單位是WPNL
PCS:WPNL= 成型單PCS數: WPNL數(壓合前)=27:10
第二階段:
製程序6壓合~製程序14 印字:使用的管理單位是WPNL
PCS:WPNL= 成型單PCS數: WPNL數(壓合後)=27:3
第三階段:
製程序15 CNC成型~製程序20 成品倉:使用的管理單位是SPNL
PCS:SPNL=連片長數* 連片寬數:1=4:1
管理單位/管理單位轉換值由程式設定
說明:以上的說明是指各製程的轉換值透過
[管理單位設定]由工程人員自行設定,但若搭配[製程]頁面的[自動計算製程明細單位轉換式],也可以只輸入兩個製程。必須由用戶自行設定的兩個製程:
成型
必須設定的欄位是
[WPNL拆分SPNL]、[拆分倍數]、[管理單位]。[WPNL拆分SPNL]-這個欄位要勾。表示這個製程要做管理單位轉換。成型之前的管理單位是WPNL,之後是SPNL。[拆分倍數]-這個數值要設,一個基板可以裁切多少WPNL。[管理單位]-請設為SPNL。
包裝:包装的时候管理單位一定是SPNL,但有時應客戶的要求需要再拆分成PCS。必須設定的欄位是
[SPNL再拆分]、[拆分倍數]、[管理單位]。[SPNL再拆分]-這個欄位要勾。包裝之前的管理單位是SPNL,之後是PCS。[拆分倍數]-這個數值要設,一個SPNL可以裁切多少PCS。[管理單位]-請設為PCS。
只設定兩個製程的前提下,
[生產]-[製令]-[製程明細]一樣可以自動計算出各製程的管理單位數量。
注意
六層板以上的多層板不適用,只有四層板以下的料品適用[]自動計算製程明細單位轉換式]的功能。
# 欄位說明(製程碼)
工程資料
[製程碼] 生產製程碼,用戶於放大鏡中自行選入。系統由[生產]-[基本設置]-[標準製程碼設置]提出。
[製程序] 製程碼的工序,新增時由系統自動產生。
[工作內容] 製程名稱,由製程碼帶出。
[不填單] 若勾選表示該製程不填寫工作單不過帳。
[管理單位] 由[管理單位設定]功能設定產生,或者用戶自行輸入。
[庫存單位=?管理單位] 一個管理單位數量等於多少的庫存單位數量。由[管理單位設定]功能設定產生,或者可以不輸。
註
若使用[自動計算製程明細單位轉換式]功能,此欄位可以不輸。
[WPNL拆分SPNL] 若製程為成型時,請打勾。
註
此欄位與[製程]頁面[自動計算製程明細單位轉換式]的功能有關。若需要使用此功能才需設定,若要由人工設定轉換值,也就是要使用[製程碼]頁面的[管理單位設定]功能,此欄位可以不設。
[SPNL再拆分] 若製程是包裝需要再拆分到PCS時,請打勾。
註
說明同上。
[拆分倍數] 一個管理單位數量等於多少的庫存單位數量。
註
說明同上。
[文件編號] 若本製程需註記ISO文件或其它相關文件,可於放大鏡中自行選入。系統由[文件]-[文件列表]提出。
[備 註] 工程資料簡單說明。
[製程外包] 若勾選表示需外包,否則為否。
生產資料
[工作中心] 生產工作中心,用戶於下拉選單中自行選入。系統由[生產]-[基本設置]-[工作中心設置]提出。
[準備單位] 接在本製程完工後的生產單位,用戶於下拉選單中自行選入。系統由[生產]-[基本設置]-[工作中心設置]帶出。
[準備人數] 製程準備的人數,用戶自訂輸入。只是記錄性質欄位,不會列入成本計算。
[作業的人數] 生產的實際人數,用戶自訂輸入。只是記錄性質欄位,不會列入成本計算。
[前置時間小時/分鐘/秒/毫秒] 該製程進行生産前的準備時間。計算生產成本的依據。
[產出時間小時/分鐘/秒/毫秒] 該製程進行生産時的產出時間。計算生產成本的依據。
[後置時間小時/分鐘/秒/毫秒] 該製程進行生産之後置時間。計算生產成本的依據。
注意
前置時間 + 產出時間 + 後置時間 = 總生產工時。
製程若是自製..
生產成本= 總生產工時x (人工/小時)或(製費/小時) 。
[人工/小時] 、[製費/小時]需先在[生產]-[生產設置]-[工作中心設置]完成設置。
[人工權重比率] 人工小時費用占生產成本之權重比率,可由用戶直接輸入,或者由[生產]-[基本設置]-[工作中心設置]帶出 。
[製費權重比率] 機器小時費用占生產成本之權重比率,可由用戶直接輸入,或者由[生產]-[基本設置]-[工作中心設置]帶出 。
[服務單價] 服務費的單價,用戶自訂輸入。此欄位只是記錄性質,未列入任何公式做計算。
[托外單價] 計算托外費用的依據。用戶自訂輸入。
[治具編號] 此製程所用的治具編號。在[資產]-[資產列表]中帶出資料。
[模具編號] 此製程所用的模具編號。在[資產]-[資產列表]中帶出資料。
品保資料
[抽檢量表] 設置此製程檢驗表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[抽檢量表]完成設置。
[檢驗基準表] 設置此製程檢驗標準表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[檢驗基準表]完成設置。
[檢驗選項] 請設定是:全檢、抽檢、或免檢。
# 製程-製程碼標題
功能: 定義各製程生產工序的作業標準規範。
點擊進入
[製程]-[製程碼標題]頁面。設定製程碼標題內容,有兩種方式-
[批次挑選]或者[帶入製程碼]功能。批次挑選-一個製程若需要定義多個製程大類、製程小類、標題說明,建議使用此功能。
步驟:
請先點擊左方製程名稱,也就是依據哪一個製程設定生產作業規範。
請點選
[批次挑選]按鈕。
請依據生產製程,過濾適合的製程大類 製程小類。
如下圖,已挑選的製程碼標題會帶過來,可點選
[編輯]按鈕,修正或輸入[標明說明]的內容。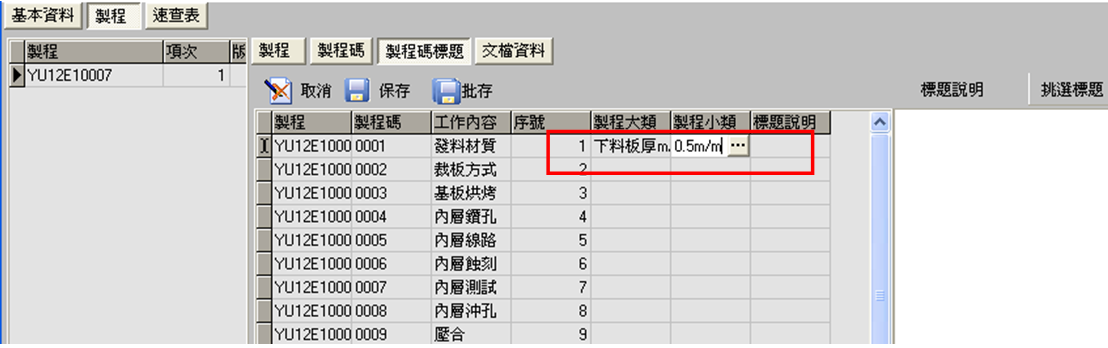
帶入製程碼-一個製程若只需要定義一個製程大類、製程小類、標題說明,建議使用此功能。
步驟:
點選
[帶入製程碼]按鈕,系統將帶出工作內容與序號,請點選製程大類,在選單挑選適合的資料後,系統將帶出製程大類、製程小類、標題說明,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多筆製程標題說明可依次新增。可點選[編輯]按鈕,修正[標明說明]的內容。注意
製程碼標題,請先在
[生產]-[生產設置]-[製程碼標題設置]完成設置。
# 製程-文檔資料
功能: 定義各製程需參用的文檔資料。
- 點擊進入
[物料]- [產品工程] - [製程]- [文檔資料]頁面。 - 點擊進入
[文檔資料]頁面,點擊左邊[製程]- [製程]設定製程名稱,再點擊中間[製程]-[製程碼]選擇製程工,最後再點選右邊[製程]-[文檔資料]頁面。 - 點擊
[新增上傳文檔]按鈕,由路徑找到上傳的文檔。 - 若有相關文檔已存在
[文件]-[文件列表]裡,可以直接點擊[新增文檔],在彈出對話框中選擇文檔。 - 查看文檔請直接點擊
[文檔瀏覽],系統將直接開啟文檔畫面供用戶閱覽。 - 不需要的文檔,請選中文檔編號後,再點擊
[刪除文檔]按鈕將文檔刪除。
