
 製令
製令
# 製令
說明: 接到客戶訂單,或者內部制定的生產計劃,產生的製令,就是生產工單或稱為生產通知單,常稱之為製令單。經主管部門核准後,交予工作中心(生產線)生產。工作中心(生產線)將依照生產計劃排定工作進度,配合倉管及採購部門,依據這張生產工單進行後續生產領/退料、製造或托外,亦根據這張製令單進行成品繳庫。當製令單產生,生產成品在倉庫的在製量就會增加,同時本身的原材料在倉庫中未發量也會增加。
功能:
製令單之查詢、新增、刪除、修改、
製令的核准與製令結案。
製令轉批次發料單
範圍:
「加工明細」中新增產品明細及製令明細作業
「製程明細」中產品製令每個工序新增編輯作業。
「物料明細」中計算出生產所有物料。
執行單位: 生管。
權責:
生產製令審核:生管
生產製令核准:生管
製令確認:部門理級以上幹部
相關單位: 採購、倉管、工程。
控制重點:
加工方法及生產程序是否合理化。
是否有效利用機器設備。
製程方式是否合理化。
是否決定適當的經濟批量。
直接材料是否充分有效的利用,使廢料減至最低限制。
工作程序方法是否標準化。
工作人員的工作方法,使用的機器、設備、工具、量具,是否均依製程設計進行,無須工作人員自行計劃。
製程計劃適時作修正。
「工單資料列印」、「製造通知單」是否經權責主管簽核。
產生表單: 製令單。
資料來源:
[銷售]-[客戶訂單]、[物料]-[客供品來料]、[物料]-[產品工程]、[計劃]-[生產計劃]資料去向:
[生產]-[批次發料]、[托外]-[托外製程製令]
# 製令
# 操作步驟
進入製令頁面(圖-1)
點擊進入
[生産]-[製令]頁面。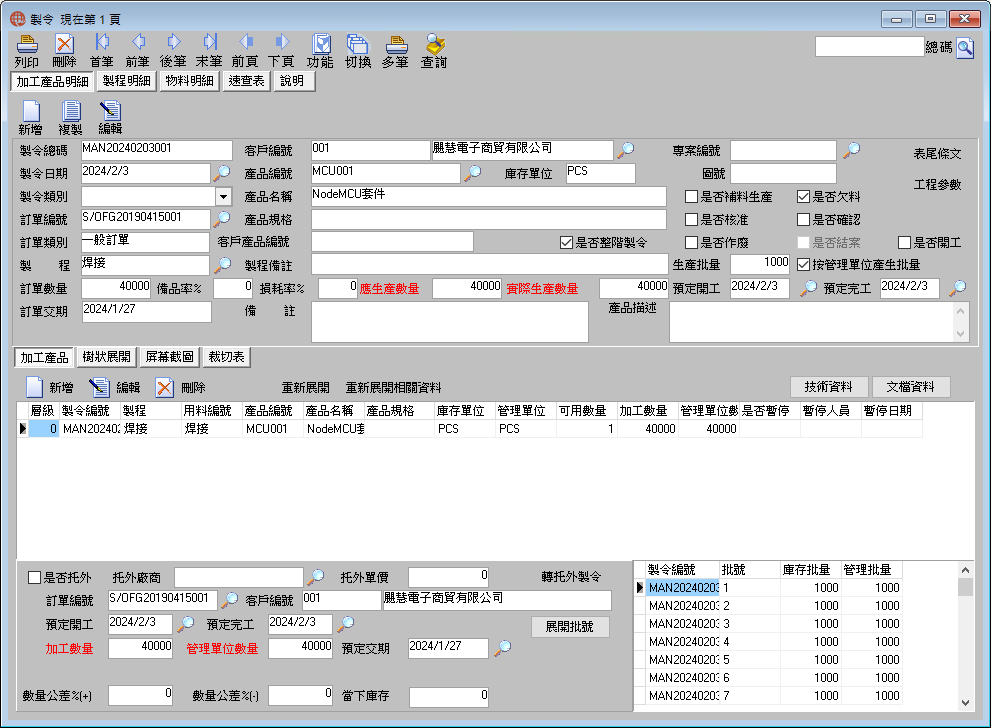
圖-1 製令 新增製令(圖-1)
點擊畫面上部
[新增]按鈕,系統會自動產生製令總碼,選擇製令類別,在訂單編號點選放大鏡,由選單視窗挑選需生產的製令單號,輸入生產數量,輸入其他欄位後。請點擊上部[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕。註
製令的產生除了可自行新增外,有三個來源管道可拋轉產生製令-
[銷售]-[客戶訂單][物料]-[產品工程][計劃]-[生產計劃]
# 欄位説明
欄位說明(圖-1 製令):
[製令總碼] 主製令之編號,系統自動產生流水號。
註
生產製令的產生可以自行新增,也可以由來源檔拋轉,來源檔有- -
[銷售]-[客戶訂單]
[物料]-[客供品來料]
[物料]-[產品工程]
[生產]-[製程設置]
[計劃]-[生產計劃]
[製令日期] 製令工單日期。默認為系統日期。
[製令類型] 製令之類別,從下拉式選單中提取。
在[系統]-[基本資料]-[基本數據]-[生產]-[製令類別]中設置。
[是否拼版] 若產品a,b,c在一個WPNL上共同生產,然後在某個製程後再拆分開各自生產,就屬於拼版,必須打勾。
註
由工程人員決定是否拼版,此欄位由[物料]-[產品工程]-[基本資料]頁面帶出。
[是否整階製令] 如果在[是否整階製令]前勾選,則頁面下部會出現該產品所有子製令明細(即BOM物料結構下所有的子製令);如不勾選將只顯示該產品本身的子製令,而不會顯示其它子製令。
[產品編號] 製令產品編號,點擊放大鏡選項按鈕,從彈出窗體中選取。必須先在[物料]-[料件管理]中設置或由來源檔拋入。
[產品名稱] 製令產品名稱,由產品編號帶出。
[產品規格] 製令產品規格,由產品編號帶出。
[庫存單位] 製令生產單位,由產品編號帶出。
[訂單編號] 製令單對應之訂單編號,點擊放大鏡選項按鈕,或由來源檔帶出。
[客戶編號] 客戶編號/客戶名稱,由訂單編號帶出。
[客戶產品編號] 客戶料號,由訂單編號帶出。
[製程] 製程名稱,由來源檔拋出。
[生產批量] 生產若需限制LOT的數量,由[物料]-[產品工程]-[基本資料]-[生產批量]帶出。
[按管理單位產生批量] 若有批量生產的限制,是依據[庫存單位]還是[管理單位]。若是依[管理單位]計算生產批量,請打勾。
[訂單數量] 客戶下訂的數量,由訂單編號帶出。
[備品率] 公司銷貨給客戶,會多給幾個當成是贈品。與客戶議定的量產備品率。由[物料]-[產品工程]-[基本資料]-[備品率]帶出。
[損耗率] 工程人員根據之前生產的不良率,來設定損耗率,以避免完成的入庫數達不到預計的生產數量。由[物料]-[產品工程]-[基本資料]-[損耗率]帶出。
[生產數量] 製令生產數量,用戶手動輸入。或由來源檔拋出,可手動修正。
註
生產數量=訂單數量+(訂單數量*((備品率+損耗率)/100))
[是否核准] 製令是否已核准,若已核准,則選項框被選中,否則反之。
[是否確認] 製令是否已確認,若已確認,則選項框被選中,否則反之。
[是否結案] 製令是否已結案,若已結案,則選項框被選中,否則反之。
[是否欠料] 製令是否欠料,若欠料,則選項框被選中,否則反之。
[是否開工] 製令是否開工生產,若開工,則選項框被選中,否則反之。
[專案編號] 生產產品之專案編號,點擊放大鏡,從彈出窗體中選取。在[銷售]-[專案設置]中設置。或由來源檔帶出。
[產品描述] 產品規格之進一步補充說明,由產品編號帶出。在[物料]-[料件管理]-[產品基本資料]-[產品描述]中設置。
[預定開工] 生產製令之預定開工日期,點擊選項按鈕,從彈出窗體中選取。
[預定完工] 生產製令之預定完工日期,點擊選項按鈕,從彈出窗體中選取。
[備 註] 補充對製令單的說明。
# 加工產品明細
# 操作步驟
若由來源端拋轉製令,加工產品等相關欄位皆自動帶出。
若非前端轉入,請點擊畫面中部[新增]按鈕,加工產品等資料將依據製令料號所設定的BOM自動帶出,若是多階BOM將產生多筆子製令編號。
若有修正上方的[生產數量],請點擊[重新展開]按鈕,讓系統重新刷新下方各子製令編號的[加工數量]。
若需修正[加工產品]明細內的欄位資料,請點擊[編輯]按鈕,修正完成後點擊中部[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕。
註
若是pcb業,其作業方式如下-
請先進入
[工程參數]頁面,點選[顯示下料張數],讓系統依據[裁切表]計算出需要的下料張數。回到
[加工產品明細]頁面,點選[按照裁切表展開],讓系統依據裁切表計算之[成型pcs數]修正[加工數量]。若需依批量生產,請點擊
[展開批號],系統將依據生產批量,自動產生生產批號。最後請點擊
[重新展開相關資料],讓系統依據[工程參數]頁面[裁切表],重新刷新[製程明細]頁面各製程的生產數量、管理單位數量。
# 欄位説明
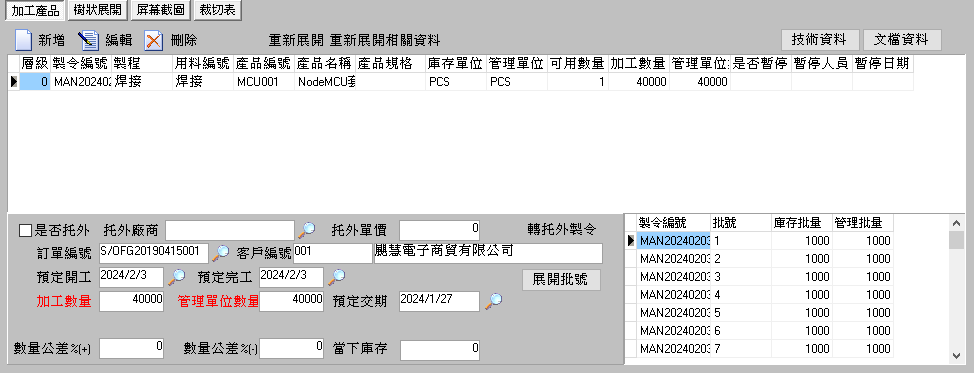
欄位說明(圖-2 加工產品):
[重新展開] 若是上方的[生產數量]有手動修正,請點選此按鈕,讓系統自動刷新各子製令編號內的[加工數量]、[管理單位數量]。
[按照裁切表展開] 若是PCB業,方需執行此按鈕。
註
[工程參數]頁面依據[裁切表]計算出下料張數,並計算出[成型PCS數]後,[加工產品]頁面的[加工數量]亦必須跟著修正,點選此按鈕後,系統將自動修正各子製令編號內的[加工數量]、[管理單位數量]。關於刷新各子製令編號內的
[加工數量]、[管理單位數量]的說明..[加工數量]、[管理單位數量]可能影響的來源有兩個—上方的
[生產數量]異動->必須做[重新展開][工程參數]頁面的[裁切表]已計算出[成型單PCS數]->必須做[重新展開相關資料]其操作的先後順序是..
先修正上方的
[生產數量]點擊
[重新展開]->刷新[加工產品]頁面的加工數量[工程參數]頁面的[裁切表]已計算出[成型單PCS數]點擊
[按照裁切表展開]->再次刷新[加工產品]頁面的加工數量
[重新展開相關資料] 若是PCB業,方需執行此按鈕。[製程明細]頁面各製程的加工數量,將是各製程日後的預計完成數。若加工數量已非原先產生製令當時的數量,各製程工序其加工數量亦必須跟著修正,為減少生管人員逐筆手動修正的麻煩,點擊此按鈕,系統將批次修正[製程明細]頁面各製程的[加工數量]、[管理單位數量]。
[製令編號] 子製令之編號,系統根據BOM結構產生子製令編號。
[製 程] 子製令產品之生產製程名稱,系統自動帶出。
註
[製程]的來源檔有兩個—
由
[生產]-[製程設置]-[製程]欄位帶出。由
[物料]-[產品工程]-[製程]頁面-[製程]欄位帶出。
[產品編號] 子製令之產品編號,系統依據BOM結構帶出。
[產品規格] 子製令之產品規格,系統依據BOM結構帶出。
[庫存單位] 子製令產品之庫存單位,系統依據BOM結構帶出。
[管理單位] 子製令產品之管理單位,系統依據BOM結構帶出。
[可用數量] 倉庫中產品目前尚可支用之總剩餘數量。取用[物料]-[庫存管理]-[可用庫存]。
[加工數量] 子製令產品之生產數量,系統自動帶出,可手動修正。
或點擊[重新展開]後,依據上方[生產數量]刷新[加工數量]。
或點擊[按照裁切表展開]按鈕後,由[工程參數]頁面-[成型(單)PCS數]帶出。
[管理單位加工數量] 子製令產品之管理單位數量,系統自動帶出,可手動修正。
或點擊[重新展開]後,依據上方[生產數量]刷新[加工數量]。
或點擊[按照裁切表展開]按鈕後,由[工程參數]頁面-[SPNL數]帶出。
[完工數量] 子製令產品之完工數量,由[生產]-[成品入庫]-[入庫數量]回寫。
[是否托外] 子製令是否需全單托外,用戶自行設定,或由產品資料帶出。在[物料]-[料件管理]-[生產資料]頁面中設置。
[托外廠商] 若需托外,請設定托外廠商,點擊放大鏡,從彈出窗體中選取,或由產品資料帶出。在[物料]-[料件管理]-[生產資料]頁面中設置。
[轉托外製令] 需要全製程委外,或者托外僅有一個製程就回廠入庫時,可點擊中部[轉托外製令],資料將拋至[托外]-[托外製令]產生成托外製令單。
注意
若生產品名只有一階子階製令,且在[物料]-[料件管理]-[生產資料]已預設為托外,[銷售]-[客戶訂單]若執行[轉生產]時,資料直接將轉入[托外]-[托外製令]產生托外製令單,非轉入生產製令單。
但如果已產生製令單,臨時決定要托外加工,點擊[轉托外製令]後,仍可產生托外製令單。
[托外單價] 子製令的托外加工單價(全單托外),用戶自行輸入,或由產品資料帶出。在[物料]-[料件管理]-[生產資料]頁面中設置。
[訂單編號] 子製令單所對應之訂單編號,由[銷售]-[客戶訂單]帶出。
[客戶編號] 下訂的客戶編號/客戶名稱,由訂單編號帶出。
[預定開工] 子製令產品之預定開工日期,點擊選項按鈕,從彈出窗體中選取。
[預定完工] 子製令產品之預定完工日期,點擊選項按鈕,從彈出窗體中選取。
[實際開工] 子製令產品之實際開工日期,點擊選項按鈕,從彈出窗體中選取。
[實際完工] 子製令產品之實際完工日期,點擊選項按鈕,從彈出窗體中選取。
[預定交期] 客戶所指定的交期,由訂單編號帶出。
[WPNL長] 子製令產品的發料長。若點擊[按照裁切表展開]按鈕後,由[工程參數]頁面-[裁切表]-[WPNL長]帶出。
[WPNL寬] 子製令產品的發料寬。若點擊[按照裁切表展開]按鈕後,由[工程參數]頁面-[裁切表]-[WPNL寬]帶出。
[WPNL數量] 子製令產品的發料數量。若點擊[按照裁切表展開]按鈕後,由[工程參數]頁面-[裁切表]-[WPNL(壓合後)]帶出。
[數量公差%+] 生產誤差數量之可允許範圍之最大值,可由用戶輸入,或由客戶訂單帶出。
[數量公差%-] 生產誤差數量之可允許範圍之最小值,可由用戶輸入,或由客戶訂單帶出。
[圖 號] 子製令產品之圖號。可由用戶輸入,或由產品資料帶出。在[物料]-[料件管理]-[產品基本資料]中設置。
[展開批號] 點擊此按鈕,系統會依據三個資料來源以產生批號-
上方
[生產數量]。[物料]-[產品工程]-[基本資料]-[生產批量]所設定的生產批量。上方
[按管理單位產生批量]的設定,來決定是系統依據庫存數量或者管理數量計算[庫存批量]。
# 新增技術資料
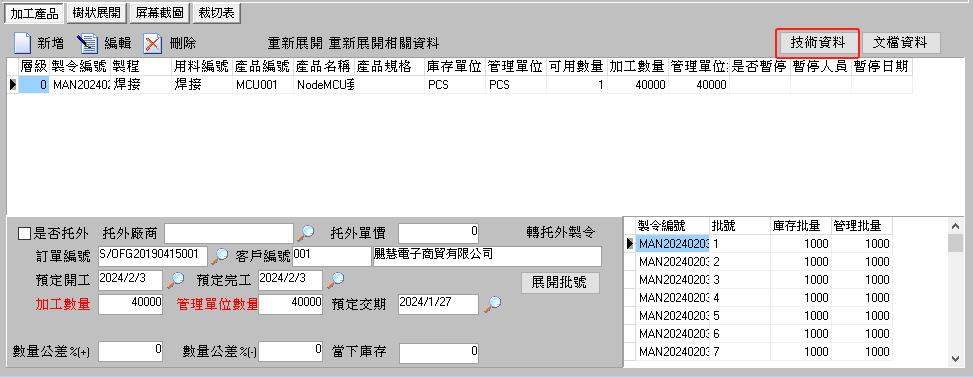
點擊進入[生産]-[製令]-[加工產品明細]頁面。點擊中部[技術資料],在技術資料頁面點擊[新增]。
選擇[標題]後,將自動帶出說明欄位。若需要修正,請點擊[編輯]按鈕進行修改,修正完成後,點擊中部[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕。
註
技術資料需在[物料]-[料件管理]-[產品工程資料]-[技術資料]中設置。
# 新增文檔資料
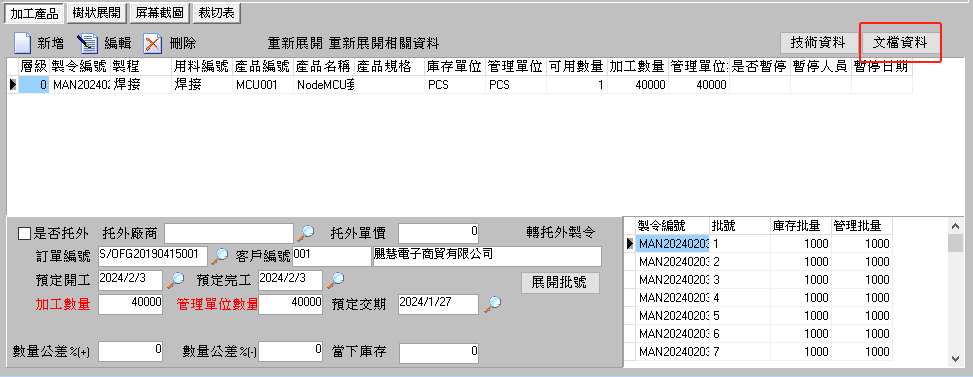
點擊進入[生産]-[製令]-[加工產品明細]頁面。點擊中部[文檔資料],在文檔資料頁面點擊[新增上傳文檔],上傳相關的文檔。
若有相關文檔在文件列表中,可以直接點擊[文件挑選],在彈出對話框中選擇文檔。
# 樹狀展開
如果想瞭解生產製令的BOM結構,可以點擊此按鈕,系統會內顯示出BOM的樹狀結構,方便生管人員瞭解母製令品名與子製令品名之間的關係,以掌握生產進度。
點擊[樹狀展開]按鈕,再點”+” ,可以看到BOM設置子階用料展開的產品結構圖。
如下圖..以”+”、“-“展開或關閉樹狀結構圖

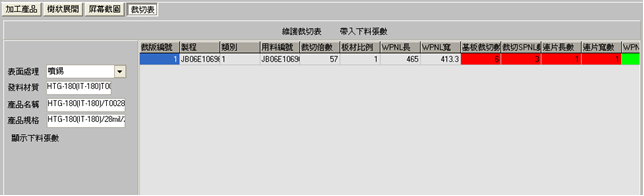
# 裁切表
點擊[顯示下料張數]按鈕,系統將依據[裁切表]計算下料張數。
點擊[帶入下料張數],系統會將計算的下料張數帶入裁切表內的[裁切倍數],系統將依據下料張數與發料規格計算出本次製令應生產的[成型單PCS數]。
點擊[維護裁切表]按鈕,用戶可以在彈出對話框修改裁切表參數。
若需要修正[裁切倍數],請點擊[維護裁切表]按鈕,在彈出的視窗內做修正。修正完成後,請點擊[保存]按鈕保存資料設置,否則點擊[取消]按鈕,放棄保存。
# 製程明細
# 操作步驟
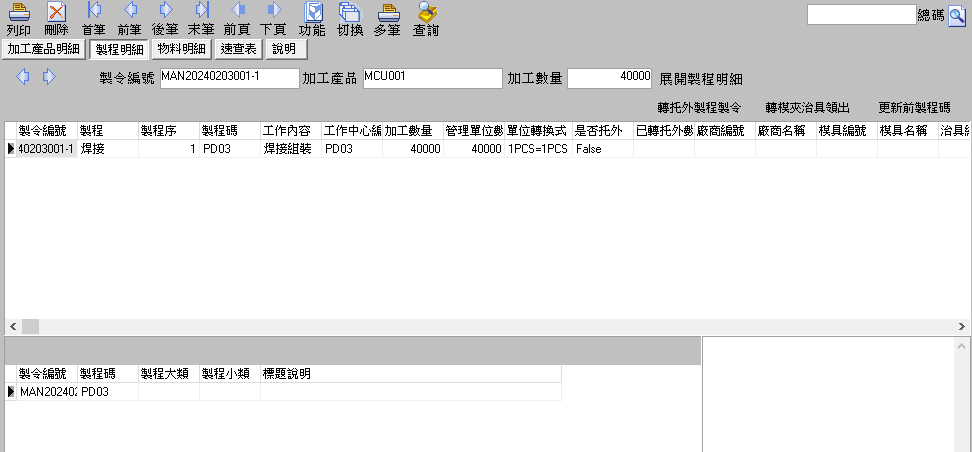
點擊進入[生産]-[製令]-[製程明細]頁面,可以查看生產製程明細。點擊功能鍵[製程維護]可以新增、編輯。刪除製程資料。
# 欄位説明
欄位說明(圖-7 製程明細):
[不填單] 若子製令製程不需過帳,請手動設定,該製程將跳過不必建入。
[是否結案] 子製令的製程碼是否結案,用戶手動設定。
[製令編號] 子製令編號。
[製程] 生產製程名稱,由來源檔帶出。
[製 程 序] 子製令之生產工序。
[製 程 碼] 子製令之製程碼,由來源檔帶出。
[工作內容] 子製令之製程名稱,由來源檔帶出。
[工作中心編號] 子製令製程之工作中心編號,由來源檔帶出。
[加工數量] 子製令之生產數量,由系統自動計算帶出,亦可人工手動修正。
[管理單位數量] 子製令之生產管理單位數量,由系統自動計算帶出,亦可人工手動修正。
[庫存單位] 子製令之庫存單位,由來源檔帶出。
[管理單位] 子製令之管理單位,由來源檔帶出。
[單位轉換式] 庫存單位與管理單位之比率換算值,由來源檔帶出。
[是否托外] 子製令製程是否托外,用戶自行設定,或由來源檔帶出。來源檔有--
由
[生產]-[標準製程碼設置]-[托工資料]-[托工廠商]頁面帶出。由
[生產]-[製程設置]-[製程]-[托工資料]-[托工廠商]欄位帶出。
[托外廠商] 子製令製程的托外廠商編號,由下拉單中選取,或由來源檔帶出。
[廠商名稱] 子製令製程的托外廠商名稱,由托外廠商編號帶出。
[已轉托外數量] 若子製令製程已拋轉托外,目前已轉出的托外數量。
[預計完工時間] 子製令製程之預計完工時間,用戶手動輸入。
[結案人員] 執行結案的操作人員,系統自動帶出。
[結案日期] 執行結案的操作日期,系統自動帶出。
[模具編號] 若子製令的製程需要使用模具,請點擊[編輯]按鈕,選中製程後,在[模具編號]欄位點出選單挑出模具編號。
[模具名稱] 子製令製程使用的模具名稱,由模具編號帶出。
[治具編號] 若子製令的製程需要使用夾治具,請點擊[編輯]按鈕,選中製程後,在[治具編號]欄位點出選單挑出夾治具編號。
[治具名稱] 子製令製程使用的夾治具名稱,由夾具編號帶出。
[展開製程明細] 如果此頁的製程工序未出現在下方,可點選此按鈕,讓系統將數據刷新,即可帶出製程工序。
[轉工作單] 子製令製程若是廠內生產,在[功能]做過確認後,可直接點選此按鈕,資料將資料拋至[生產]-[工作單]產生一筆新的工作單號。
[結案] 若子製令的製程已完工或需強制結案,請先點選製程碼,不必點[編輯]按鈕,直接點選[結案]按鈕,[是否結案]將修正為[是]。若欲取消結案,請點擊[取消結案]即可。
註
整筆製令的結案,需在[功能]執行[結案]。
[轉托外製程製令] 若子製令的製程需要托外,在[功能]做過確認後,選中需要拋轉托外的製程,再點擊[轉托外製程製令]按鈕,可將資料拋至[托外]-[托外製程製令]。
[轉模夾治具領出] 若子製令的製程需要使用模夾治具,請點擊[編輯]按鈕,選中製程後在[模具編號](或治具編號)欄位點出選單,挑出模夾(治)具後,再點擊[轉模夾治具領出]按鈕,可將資料拋至[生產]-[模夾治具領出單]。
[更新前製程碼] 無論是單據挑錯的人為原因或系統原因造成流程不能正常走下去,可點擊此按鈕,
讓系統重新刷新[前製程碼],或可修正流程無法順利往下走的狀況。
[製程托工都採用此製令] 若子製令超過一筆,且第一筆子製令的[製程明細],如是否托外、托外廠商…等已設定完成,而第二筆以後的子製令與第一筆子製令的設定事項也大致相同時,點擊此按鈕,第二筆以後的子製令將自動複製第一筆子製令有關[製程明細]頁面的設定,用戶可節省重覆輸入的時間,也避免輸入錯誤。
欄位說明(圖-7 製程標題):
[製令編號] 子製令製令編號。
[製 程 碼] 生產製程碼。
[製程大類] 生產製程碼對應的製程大類,點擊選項按鈕,從彈出窗體中選取。 需先在[生產]-[基本設置]-[製程碼標題設置]中設置。
[製程中類] 生產製程碼對應的製程小類,由製程大類帶出。需先在[生產]-[基本設置]-[製程碼標題設置]中設置。
[標題說明] 與生產製程碼製程大類/製程小類對應的標題說明,由製程大類帶出。需先在[生產]-[基本設置]-[製程碼標題設置]中設置。用戶可輸入或修正。
# 物料明細
# 操作步驟
點擊進入[生産]-[製令]-[物料明細]頁面。點擊[展開需求物料],系統將依據BOM設置自動展開需求物料。
註
[功能]請先做過[核准],才可執行[展開需求物料]。此時的欠料數量=需求數量。

請再點擊下方[檢查庫存],系統會帶出目前的庫存狀況,如可用數量。
生管人員可以點擊[編輯]按鈕,修正[同意領用數量],此數量將是[批次發料]的發料數量。
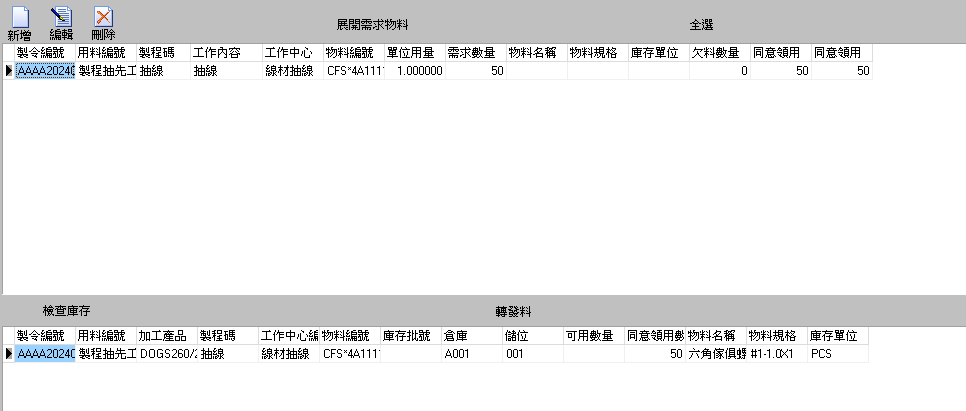
最後請點選[確認]按鈕,系統會自動計算上方的[欠料數量]。
若庫存足夠,請點選下方的物料編號,再點選[轉發料],系統將拋至[生產]-[批次發料]產生一筆批次發料單。
如果欠料,請依請/採購流程購買需求用料,待庫存補足後,請重新再做一次[檢查庫存]。
註
轉發料可分批拋轉,但亦可利用CTRL+滑鼠複選用料編號後,再轉發料。
# 欄位説明
欄位說明(圖-8 物料明細-展開需求物料):
[製令編號] 子製令編號。
[用料編號] 生產產品料號所對應的用料編號,由製令編號帶出。
[製 程 碼] 子製令製程碼,由[製程明細]頁面-[製程碼]帶出。
[工作內容] 子製令製程名稱,由[製程明細]頁面-[工作內容]帶出。
[工作中心] 子製令工作中心編號,取用[製程明細]頁面-[工作中心編號]。
[物料編號] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品編號。
[物料名稱] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品名稱。
[物料規格] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品規格。
[庫存單位] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之庫存單位。
[單位用量] 加工產品與領用產品之換算比,依據[物料]-[BOM管理]-[BOM]之設定。
[需求數量] 領用產品之需求數量,系統依據[物料]-[BOM管理]-[BOM]之設定計算。
[欠料數量] 領料產品在目前庫存中不足之數量,執行[確認]後由系統計算。
欠料數量 = 可用數量 – 需求數量。
[同意領料] 領料產品實際要領用之數量。
可用數量若大於需求數量,系統將默認庫存批號第一筆為優先領用順位,逐筆類推,直至同意領料數量 = 需求數量為止。
用戶亦可依據實際領用狀況修正,若無欠料,同意領料數總數應 = 需求數量。
欄位說明(圖-8 物料明細-檢查庫存):
[檢查庫存] 點選此按鈕,系統將重新刷新庫存資料,由[物料]-[庫存管理]帶出最新的庫存狀況。
[製令編號] 子製令編號。
[用料編號] 生產產品料號所對應的用料編號,由製令編號帶出。
[加工產品] 子製令之生產品名。取用[加工產品明細]頁面-[加工產品]-[產品編號]。
[製 程 碼] 子製令製程碼,由[製程明細]頁面-[製程碼]帶出。
[工作中心] 子製令工作中心編號,取用[製程明細]頁面-[工作中心編號]。
[物料編號] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品編號。
[物料名稱] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品名稱。
[物料規格] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之產品規格。
[庫存批號] 領料產品在目前庫存中之庫存批號,由[物料]-[庫存管理]-[庫存批號]帶出。
[倉 庫] 領料產品在目前庫存中之庫別,由[物料]-[庫存管理]-[倉庫]帶出。
[儲 位] 領料產品在目前庫存中之儲位,由[物料]-[庫存管理]-[儲位]帶出。
[庫存單位] 系統依據[物料]-[BOM管理]-[BOM]之設定,子製令展開BOM後,所需領用之庫存單位。
[可用數量] 領料產品在目前庫存中可用數量,取用[物料]-[庫存管理]-[可用數量]。
[同意領用數量] 領料產品實際要領用之數量。
可用數量若大於需求數量,系統將默認庫存批號第一筆為優先領用順位,逐筆類推,直至同意領料數量 = 需求數量為止。
用戶亦可依據實際領用狀況修正,若無欠料,同意領料數總數應 = 需求數量。
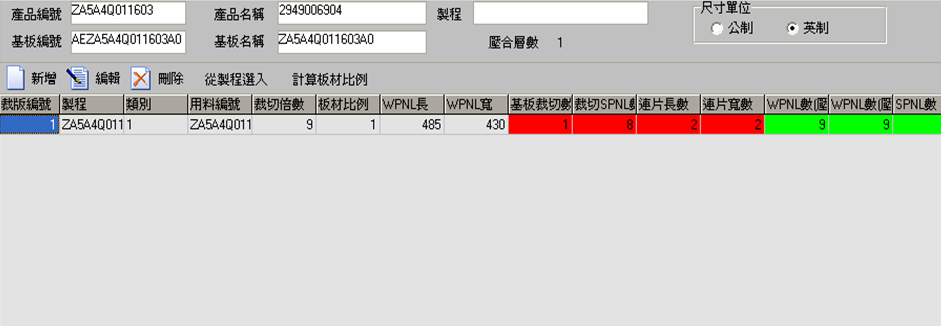
欄位説明(圖-6.1 裁切表):
[類 別] 在發料的基板中,發料PNL的排列順序,這只是標記沒有意義。系統自動帶出。
[裁切倍數] 下料張數,用戶可先點擊[顯示下料張數]按鈕依據,讓系統計算後,自行輸入(建議取整數值)。
[WPNL長] 發料PNL的長度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[WPNL長]帶出。
[WPNL寬] 發料PNL的寬度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[WPNL寬]帶出。
[基板裁切數] 一張基板可裁切出多少WPNL數,由[物料]-[產品工程]-[工程參數]-[裁切表]-[基板裁切數]帶出。
[裁切SPNL數] 一個WPNL可裁切出多少SPNL數,由[物料]-[產品工程]-[工程參數]-[裁切表]-[裁切SPNL數]帶出。
[連片長數] 一個SPNL,長方向(一般以坐標觀點來看是Y軸)可裁切出多少個成形PCS數,由[物料]-[產品工程]-[裁切表]-[連片長數]帶出。
[連片寬數] 一個SPNL,寬方向(一般以坐標觀點來看是X軸)可裁切出多少個成形PCS數,由[物料]-[產品工程]-[裁切表]-[連片寬數]帶出。
[WPNL數(壓合前)] 壓合前的基板裁切數,依據來源檔計算得出。
註
點擊[計算]按鈕後,WPNL數(壓合前)=
裁切倍數 × [物料]的[產品工程]-[工程參數]-[裁切表]-[WPNL數(壓合前)]。
[WPNL數(壓合後)] 壓合後的基板裁切數,由系統計算得出。
註
點擊[計算]按鈕後,WPNL數(壓合後)=
[物料]的[產品工程]-[工程參數]-[裁切表]-[WPNL數(壓合後)]/PCB參數的[AU壓合層數]。
[SPNL數] 此筆生產製令共計可裁切出多少SPNL數,依據來源檔計算得出。
註
點擊[計算]按鈕後,SPNL數=
裁切SPNL數 × WPNL數(壓合後)。
[成型(單)PCS數] 此筆生產製令共計可裁切出多少成型PCS數,依據來源檔計算得出。
註
點擊[計算]按鈕後,成型(單)PCS數=
連片長數 × 連片寬數 × SPNL數
[米平方尺] 以公尺為單位計算發料PNL的面積。由[物料]-[產品工程]-[工程參數]-[裁切表]-[壓合尺寸長]帶出。
註
米平方尺=發料尺寸長*發料尺寸寬/1000000。[SFT] 以英尺為單位計算發料的PNL面積。由[物料]-[產品工程]-[工程參數]-[裁切表]-[壓合尺寸長]帶出。
註
SFT=發料尺寸長 × 發料尺寸寬/1000000/0.092903。
[累計米平方尺] 以公尺為單位計算的發料總PNL面積。由系統自動計算。
累計米平方尺 = WPNL數(壓合前) × 米平方尺。
[累計SFT] 以英尺為單位計算發料的總PNL面積。由系統自動計算。
累計SFT= WPNL數(壓合前) × SFT。
[單PCS長] 連片的成型PCS長度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[單PCS長]帶出。
[單PCS寬] 連片的成型PCS寬度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[單PCS寬]帶出。
[SPNL長] 出貨PNL長度,由[物料]-[產品工程]-[裁切表]-[工程參數]-[SPNL長]帶出。
[SPNL寬] 出貨PNL寬度,由[物料]-[產品工程]-[裁切表]-[工程參數]-[SPNL長]帶出。
[壓合尺寸長] 壓合尺寸長度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[壓合尺寸長]帶出。
註
系統依據經驗值把WPNL長度減,用戶可手動修正。
[壓合尺寸寬] 壓合尺寸寬度,由[物料]-[產品工程]-[工程參數]-[裁切表]-[壓合尺寸寬]帶出。
註
系統依據經驗值把WPNL寬度減,用戶可手動修正。
[中間料編號] 中間料號(虛擬料號)。由[物料]-[產品工程]-[工程參數]-[中間料號]帶出。
註
PCB產業有以下兩種情況會產生中間料號—
多層板的壓合過程中所產出之半成品
不同成品料號併板生產時,前半部相同製程所產出之半成品
[中間料編號] 中間料名(虛擬品名)。由[物料]-[產品工程]-[工程參數]-[中間料名]帶出。
[計算] 點擊[計算]按鈕,執行後裁切表以下欄位將由系統計算-[WPNL數(壓合前)]、[WPNL數(壓合後)]、[SPNL數]、[成型(單)PCS數]、[累計米平方尺]、[累計SFT]。
# 功能
[核准/確認] 欲執行核准時,可在頁面中點擊[功能],從彈出的對話框中點選即可。
如果是要執行確認操作,請在[物料明細]中點擊[檢查庫存]按鈕。
確認後頁面中的[是否核准]、[是否確認]欄位會被勾選,確認後的單據無法進行編輯操作,如要取消確認,請重新進入[功能]點選[取消確認]、[取消核准]即可。
[結案] 製令單已生產完成入庫,或者需強制結案時,可點擊[功能]按鈕,從彈出的對話框中點選[結案]。結案後頁面中的[是否結案]欄位會被勾選,如要取消點擊滑鼠右鍵點選[取消結案]。
[開工] 製令單開始生產時,需要點擊[功能]按鈕,從彈出的對話框中點選[開工]。只有開工製令才能填寫工作,開工後頁面中的[是否開工]欄位會被勾選。
[暫停] 製令單需要停止生產時,需要點擊[功能]按鈕,從彈出的對話框中點選[暫停]。製令停止不能填寫工作單,暫停後頁面中的[是否開工]欄位顯示True。只有取消暫停顯示False。
[製程維護] 若因為工程變更,工程人員修改製程可以點擊功能鍵[製程維護]修改製程。
[撤銷相關工作] 若生產製令已下達,後續的批次發料生產過帳、托外、檢驗等皆已建立數據,但想將所有該製令相關數據資料全部刪除,重新來過,可點擊[功能]按鈕,從彈出的對話框中點選[撤銷相關工作],執行後該製令所有已建立的各表單資料將全部批次刪除。
[作廢] 如果已經產生製令單號,而後續還繼續產生其它的製令單號,但後來想將此筆製令單刪除又不想造成空號,可在頁面中點擊[功能]按鈕,從彈出的對話框中點選[作廢]後,[是否作廢]欄位會被勾選,而此筆製令單將作廢。
# 查詢
[工作狀況] 欲查詢生產製令進度狀況,可點擊[查詢]按鈕,從彈出的對話框中點選[工作狀況],可由工作狀況視窗中看到各製程的生產進度。
註
若欲進一步深入瞭解,可在關聯單號欄位雙擊兩下,可直接進入關聯單畫面。
[發料狀況] 欲查詢製令的發領料狀況,可點擊[查詢]按鈕,從彈出的對話框中點選[發料狀況],可由發料狀況視窗中看到發領料明細資料。

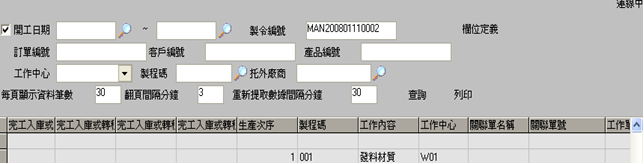
[在製數量稽核] 若想查閱在製數量的狀況,可點選[查詢]按鈕,從彈出的對話框中點選[在製數量稽核],方便追蹤生產進度。
[領料稽核]頁面-
全部匯總比對-
點選此按鈕,系統將依據製令物料明細與發料單做比對
根據需求量比對領料-
點選此按鈕,系統將依據製令物料明細的需求量與發料單的實際領用量做比對
非需求料領取-
點選此按鈕,系統將依據製令物料明細與發料單做比對,將顯示非依BOM領取的發料單
註
[領料比]的說明-領料比1:表示實際領料數量與制令同意領料量相等
領料比2:表示領料數量超出製令同意領料量一倍
領料比小於1:表示實際領料數量小於制令同意領料量
轉到BOM-請先點擊
[全部匯總比對]按鈕,再點擊[轉到BOM]按鈕,系統會直接開啟[物料]-[BOM管理]的畫面。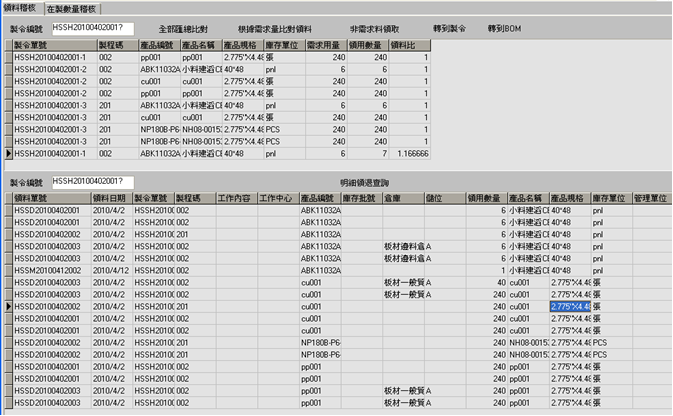
圖14 查詢-在製數量稽核