
 製程設置
製程設置
# 製程設置
目的: 在系統中設定製程設置,有利於快速建立製令資料。
功能:
製程資料的查詢、新增、刪除、修改。
製程設置審批作業。
製程設置可以從樣板中複製資料。也可以把表單中資料複製樣版中。
製程設置轉生產製令或托外製令作業。
範圍:
「製程碼」中設置產品需要的工序名稱及相關參數。
「製程碼標題」中設置每個工序加工工藝的說明。
「製程碼簽入簽出」設置製程碼簽入簽出條件及說明。
「製程碼機台明細」設置製程碼機台明細內容。
「托工資料」設置工序托工的加工金額。
「文檔資料」建立產品相關文檔資料。
執行單位: 工程人員。
權責:
標準製程資料建立:工程人員。
標準製程資料審核:部門主管。
標準製程資料確認:高級主管。
相關單位: 生管人員。
控制重點: 建立檔案資料是否正確。
# 操作步驟
進入製程設置頁面(圖-1)
點擊進入
[生産]-[製程設置]頁面。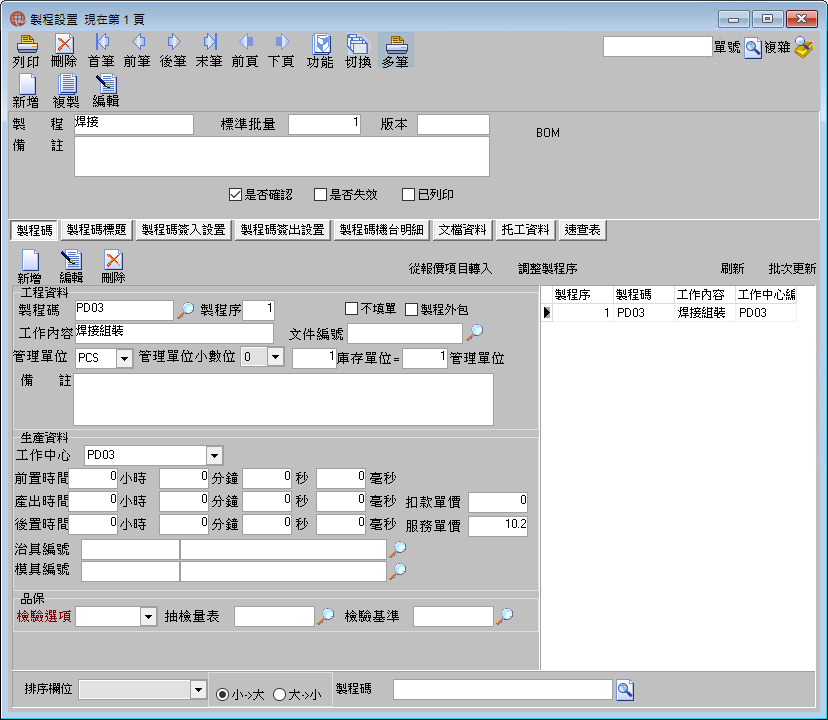
圖-1 製程設置-製程碼 新增製程基本資料
點擊畫面上部[新增]按鈕,依次輸入製程編號以及標準批量、版本、備註,點擊[保存]按鈕報存資料,不想保存請點擊[取消]按鈕。
新增製程碼
選擇點擊
[製程碼]頁面,點擊中間的[新增]按鈕,輸入各欄位資料。點擊[保存]按鈕保存設定,不想保存請點擊[取消]按鈕。如有多筆製程請依次新增設定。設置製程碼標題(圖-2)
請點擊中部
[新增]按鈕,在製程碼欄位點開選單視窗,在選單視窗裡挑出需要製程標題說明的製程,選入後可在右邊標題說明的大白框裡做標題說明的輸入或修正,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多筆製程標題說明可依次新增。或者,可直接點擊[批次加入]按鈕,批次將需要的製程碼標題一次選入。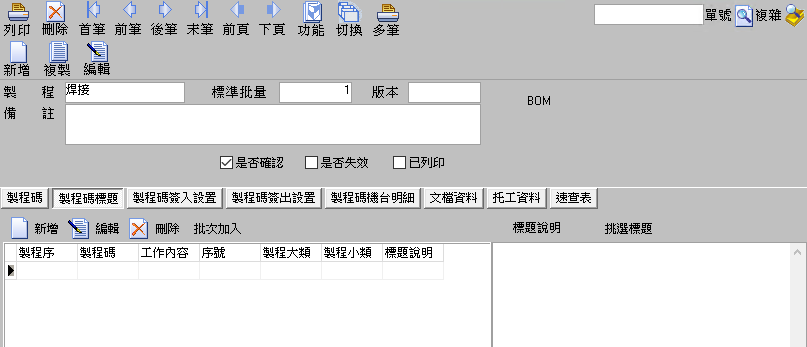
圖-2 製程碼標題 註
製程碼標題,請先在
[生產]-[生產設置]-[製程碼標題設置]完成設置。製程碼標題視窗的操作說明-
若要複選製程碼標題,可點擊鍵盤shift按鈕配合滑鼠,做製程標題的複選動作,選中後
[是否挑選]會變為[是],待所有製程皆已選中完成,請選擇任一狀態為[是]的製程碼,點擊滑鼠右鍵,再點[挑選],選中的製程碼將批次帶入[製程碼標題]頁面裡。或可點選
[全選]按鈕,先批次將所有製程碼皆選入,然後點擊鍵盤shift按鈕配合滑鼠,讓已圈選為[是]的製程碼改為[否],最後再點[挑選],選中的製程碼將批次帶入[製程碼標題]頁面裡。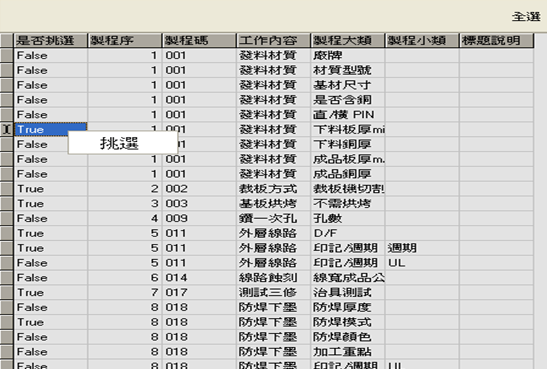
製程碼簽入設置設置(圖-3)
執行
[在製品]-[流程卡簽入]時,若需對簽出做判斷條件的設定..當簽出時滿足條件範圍,才准予確認通過。點擊
[製程碼簽入設置]頁面。點擊左邊需設定之製程碼名稱,點擊右邊中部[新增]按鈕,在簽入標題欄選擇標題後,再選擇其他欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多項製程碼簽入標題可依次新增。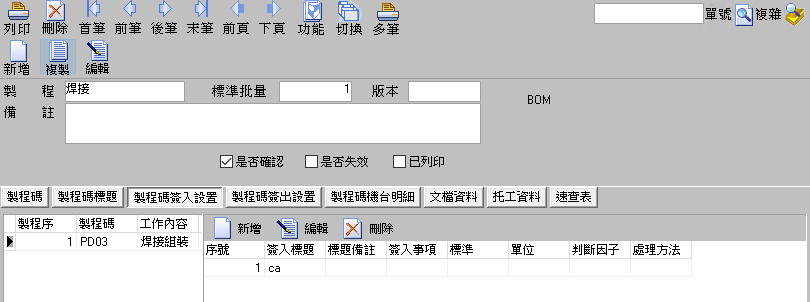
圖-3 製程碼簽入設置 注意
製程碼簽入設置,請先在
[生產]-[生產設置]-[簽入簽出標題設置]完成設置。製程碼簽出設置設置(圖-4)
執行
[在製品]-[流程卡簽出]時,若需對簽出做判斷條件的設定..當簽出時滿足條件範圍,才准予確認通過。點擊
[製程碼簽出設置]頁面。點擊左邊需設定之製程碼名稱,點擊右邊中部[新增]按鈕,在簽出標題欄選擇標題後,再選擇其他欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多項製程碼簽出標題可依次新增。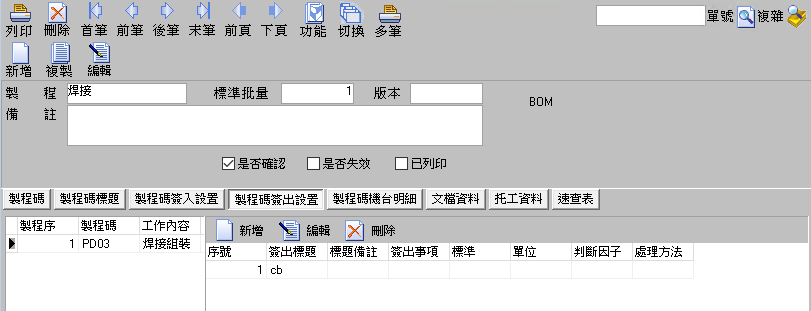
圖-4 製程碼簽出設置 注意
製程碼簽出設置,請先在
[生產]-[基本設置]-[簽入簽出標題設置]完成設置。製程碼機台明細新增(圖-5)
點擊進入
[製程碼機台明細]頁面。點擊左邊需設定之製程碼名稱,點擊右邊中部[新增]按鈕,在人機代號點擊放大鏡,在選單中選入機台編號,依序輸入各欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。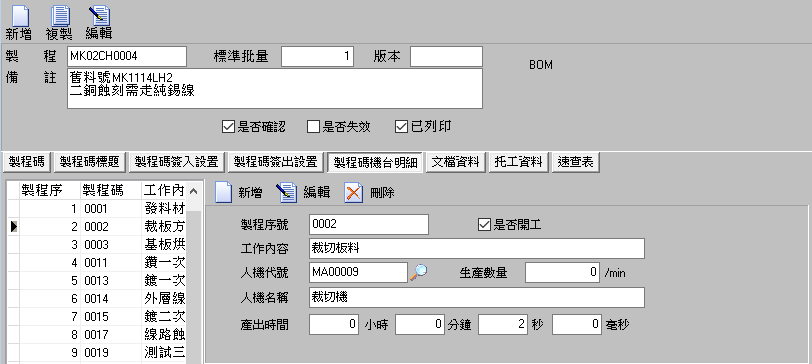
圖-5 製程碼機台明細 文檔資料(圖-6)
點擊進入
[文檔資料]頁面,點擊左邊需設定之製程碼名稱,點擊右邊[新增上傳文檔],上傳相關的文檔,若有相關文檔在文件列表中,可以直接點擊[文件挑選],在彈出對話框中選擇文檔。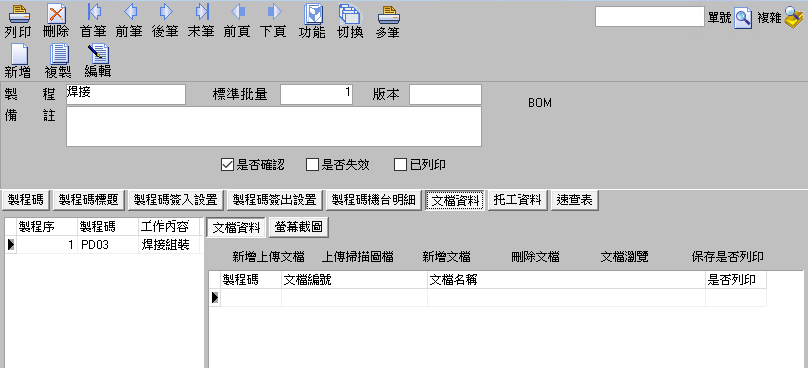
圖-6 文檔資料 托工資料新增(圖-7)
點擊進入
[托工]頁面。點擊左邊需設定之製程碼名稱,點擊右邊中部[新增]按鈕,在托外廠商點擊放大鏡選出托外廠商,依序設定各相關欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。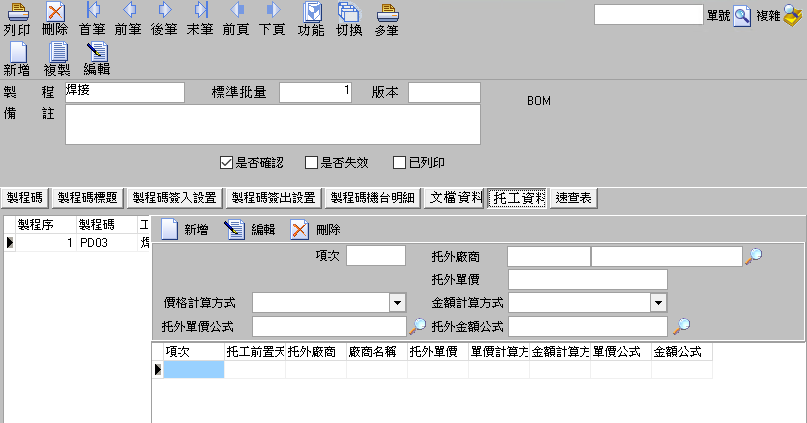
圖-7 托工資料 功能鍵[圖-8]
列印:
在製程設置頁面中點擊
[功能],從彈出的對話框中點選[列印],可以從彈出頁面選擇需要列印的報表,或者直接點選[列印]按鈕,亦同樣可以列印報表。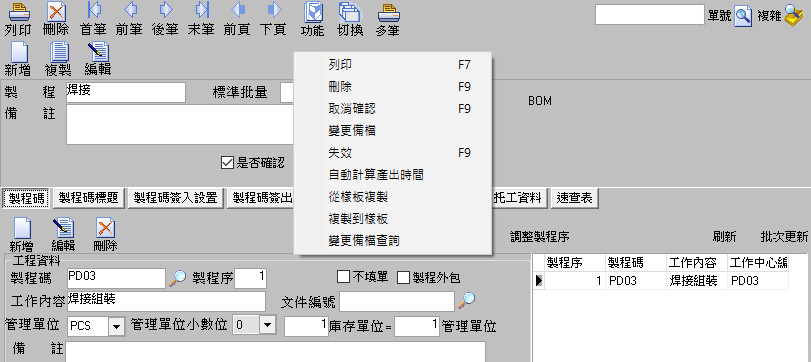
圖-8 功能鍵 刪除:
在製程設置頁面中點擊
[功能],從彈出的對話框中點選[刪除],系統會提示是否確定要刪除的詢問,若確定此筆資料要刪除請選擇是,否則請選擇否,或者直接點選[刪除]按鈕,亦同樣可以刪除資料。審核/核准/確認
審核/核准/確認時可在頁面中點擊
[功能]按鈕,從彈出的對話框中點選即可,確認後頁面中的[是否審核]、[是否核准]、[是否確認]欄位會被勾選,確認後的單據無法進行編輯操作,如要取消確認,請重新進入[功能]點選[取消確認]、[取消核准]、[取消審核]即可。變更備檔
製程設置已經過確認,但日後可能因為版本修正或者其它原因必須修改原始設定,但又希望原始資料日後仍可以查找的到,即可執行此功能。
在製程設置頁面中點擊
[功能],從彈出的對話框中點選[變更備檔],系統將出現[已成功備檔]的提示訊息,資料備檔後,原先審批過的單據,全部改為未審批狀態,如原已做[確認]將回復為[未確認],如此就可以針對此單據做編輯修正,確定後再重新做審批動作即可。變更備檔查詢
已執行過變更備檔,日後想查找原始資料,請點擊
[功能],從彈出的對話框中點選[變更備檔查詢],所有備檔資料皆可在此查找的到。失效:
製程設置在設定一段時間後不想再繼續使用,可以在製程設置頁面中點擊
[功能],從彈出的對話框中點選[失效],執行後頁面中的[是否失效]欄位會被勾選,其它作業表單在挑選製程設置的選單中將點選不到此筆資料。自動計算產出時間:
系統依據
[製程碼機台明細]頁面的[生產數量](min)來計算產出時間。例如:一個製程有三個機台可以工作,預計生產數量分別是10,20,30/分鐘(一分鐘可以各別完成10,20,30個)那麼產出時間的計算就是:1/(10+20+30)
# 欄位説明
欄位說明(圖-1 製程設置):
[製程] 生產設置名稱,用戶手動輸入。
[標準批量] 一個製令(LOT)是否有生產批量的限制,由用戶手動輸入。
[版本] 此製程名稱的版本,用戶手動輸入。
[客戶編號] 此製程設置,是否只針對某一客戶做客製生產,若[是]請在放大鏡選單中挑入,若[否]可跳過不設定。請先在[銷售]-[客戶資料]設定客戶相關資料。
[客戶產品編號] 此製程設置,是否只針對某一客戶的某一個料號做客製生產,若[是]請在放大鏡選單中挑入,若[否]可跳過不設定。請先在[銷售]-[客戶資料]-[客戶產品]設定客戶料號相關資料。
[產品編號] 此製程設置對應哪一個生產料號,請在放大鏡選單中挑入。若對應的產品料號眾多,可跳過不設定。
[產品名稱] 此製程設置對應哪一個生產料號,由產品編號帶出。
[BOM] 此製程設置對應哪一個BOM,可點擊[BOM]按鈕直接開啟畫面做BOM的設定。
[製程產品] 此製程關於產品所做的分類設定(如何分類,是否需要分類,由用戶自行決定),由下拉選單中挑出。
註
請先在[物料]-[基本資料]-[基本數據]-[製程產品]做設定。
[製程規格] 此製程針對產品所做的分類設定(如何分類,是否需要分類,由用戶自行決定),由下拉選單中挑出。
註
請先在[物料]-[基本資料]-[基本數據]-[製程規格]做設定。
[備註] 製程名稱的補充說明,用戶手動輸入。
欄位說明(圖-1 製程碼-工程資料):
[製程碼] 生產製程碼,用戶於放大鏡中選入。請先在[生產]-[基本設置]-[標準製程碼設置]設定。
[製程序] 製程碼的工序,新增時由系統自動產生。
[工作內容] 製程名稱,由製程碼帶出。
[不填單] 此製程碼是否不需要過帳轉移,若[是]可自行勾選,或由製程碼(標準製程碼的設定)帶入。
[製程外包] 此製程碼是否需要外包,若[是]可自行勾選,或由製程碼(標準製程碼的設定)帶入。
[管理單位] 此製程使用的管理單位,由下拉選單自行選入。
[管理單位小數位] 庫存單位與管理單位換算時,換算結果是否需要小數位,若要小數位數應是幾位數,由用戶自行設定。
[庫存單位=?管理單位] 庫存單位與管理單位的換算比率,由用戶自行設定。
[從報價項目轉入] 各生產途程若不想逐筆新增,可直接點選此按鈕,由放大鏡選單中挑選適用的報價大類,系統會依據[銷售]-[報價設置]-[報價項目設置]的設定,帶出已預先設定的製程工序,可節省資料重覆輸入的時間,亦可避免錯誤的發生。
[調整製程序] 點擊[調整製程序],在製程序號欄變更序號,點擊更新,系統自動調整製程序號,點擊[保存]按鈕保存設定。也可以一次變更多個序號,則點擊[批次更新]。
[文件編號] 若本製程需註記ISO文件或其它相關文件,可於放大鏡中自行選入。系統由[文件]-[文件列表]提出。
[備註] 製程碼的補充說明,用戶自行輸入。
欄位說明(圖-1 製程碼-生產資料):
[工作中心] 生產工作中心,用戶於下拉選單中自行選入。請先在[生產]-[基本設置]-[工作中心設置]設定。
[前置時間小時/分鐘/秒/毫秒] 該製程進行生産前的準備時間。計算生產成本的依據。
[產出時間小時/分鐘/秒/毫秒] 該製程進行生産時的作業時間。計算生產成本的依據。
[後置時間小時/分鐘/秒/毫秒] 該製程進行生産後的處理時間。計算生產成本的依據。
注意
前置時間 + 產出時間 + 後置時間 = 總生產工時。
製程若是自製,生產成本= 總生產工時 × (人工/小時)或(製費/小時) 。
[人工/小時] 、[製費/小時]需先在[生產]-[生產設置]-[工作中心設置]完成設置。
[模具編號] 本製程若需要使用模具,請由放大鏡選單中挑選。
[治具編號] 本製程若需要使用治具,請由放大鏡選單中挑選。
[備註] 針對製程設置的額外補充說明。
欄位說明(圖-1 製程碼-品保):
[是否檢驗] 若需做品管檢驗,請設定為是,否則為否。
注意
若屬廠內自製,品管檢驗會在[品質]-[製程檢驗]執行。
若屬托外代工,品管檢驗會在[品質]-[托外檢驗]或者[托外製程檢驗]執行。
[抽檢量表] 設置此製程檢驗表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[抽檢量表]完成設置。
[檢驗基準] 設置此製程檢驗標準表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[檢驗基準表]完成設置。
欄位說明(圖-2 製程碼標題)
[序號] [製程碼]頁面的製程序,系統自動帶出。
[製 程 碼] 生產製程碼,由選單中選出。需先在[生產]-[基本設置]-[標準製程碼設置]設定。
[製程大類] 製程標題大類名稱。由製程碼帶出。
[製程小類] 製程標題小類名稱。由製程碼帶出。
[標題說明] 製程大小類標題的說明,用戶可輸入或修正。
欄位說明(圖-7 托工資料)
[托工前置天數] 發出托外工單起,至托外加工完成止,委外期間需時多久,由用戶自行設定。
[項次] 托外廠商的筆數,新增時由系統自動產生。請先在[採購]-[供應商資料]設定完成。
[托外廠商] 托外加工廠商/名稱,由放大鏡選單中挑出。
[托外單價] 計算托外費用的依據。用戶自訂輸入,或者由[單價公式編號]選出適合的單價。
[價格計算公式] 決定托外單價採行何種方式,目前分為[1.托外單價]及[2.托外單價計算公式],由用戶自行挑選。
註
若選擇 [1.托外單價]-單價將抓取托外單價。
若選擇[2.托外單價計算公式]-單價將抓取依[托外單價計算公式]帶出的單價。
[金額計算公式] 計算托外費用的方式,目前分為四種,由用戶自行挑選-
[1.單據單位][2.庫存單位][3.管理單位][4.金額公式]
[托外單價公式] 如果[托外價格計算方式]選擇的是[1.托外單價計算公式],表示托外單價需另外再利用公式計算,用戶請由放大鏡選輸入[托外單價公式]。請先在[銷售]-[銷售設置]-[PCB公式設置]完成設置。
註
如果托外單價不需另外計算,此欄位請跳過不必選擇。
[托外金額公式] 如果托外費用的計算,不是一般的計算方式,如:托外單價 * 托外完成數量(庫存單位數量或者管理單位數量),而是另有計算方式,就需要特別指定金額公式,在加工完成回廠時可以計算出正確的加工費用。
註
如果托外金額不需另外計算,此欄位請跳過不必選擇。如下-
如果 托外金額 = 托外單價 * 庫存單位數量
OR 托外金額 = 托外單價 * 管理單位數量...就不需要另外設定金額公式。