
 標準製程碼設置
標準製程碼設置
# 標準製程碼設置
目的: 依據生產流程的需要,做不同製程別的設定,是日後生產領料、退料、入庫、耗用、產品移轉過帳等動作的基本要件。
功能: 標準製程碼資料的查詢、新增、刪除、修改。
範圍:
「製程碼」中設置每個工序的名稱及相關參數。
「製程碼標題」中設置每個工序加工工藝的說明。
「製程碼簽入/簽出」設置製程碼簽入簽出條件及說明。
「製程碼機台明細」設置製程碼機台明細內容。
「托工資料」設置托外廠商與托外單價公式、托外金額公式的設定說明。
執行單位: 生管人員。
權責:
標準製程碼資料建立:工程人員。
標準製程碼資料審核:部門主管。
標準製程碼資料確認:高級主管。
相關單位: 工程人員。
控制重點: 建立檔案資料是否正確。
# 製程碼
# 操作步驟
進入標準製程碼設置頁面(圖-1)
點擊進入
[生産]-[標準製程碼設置]頁面。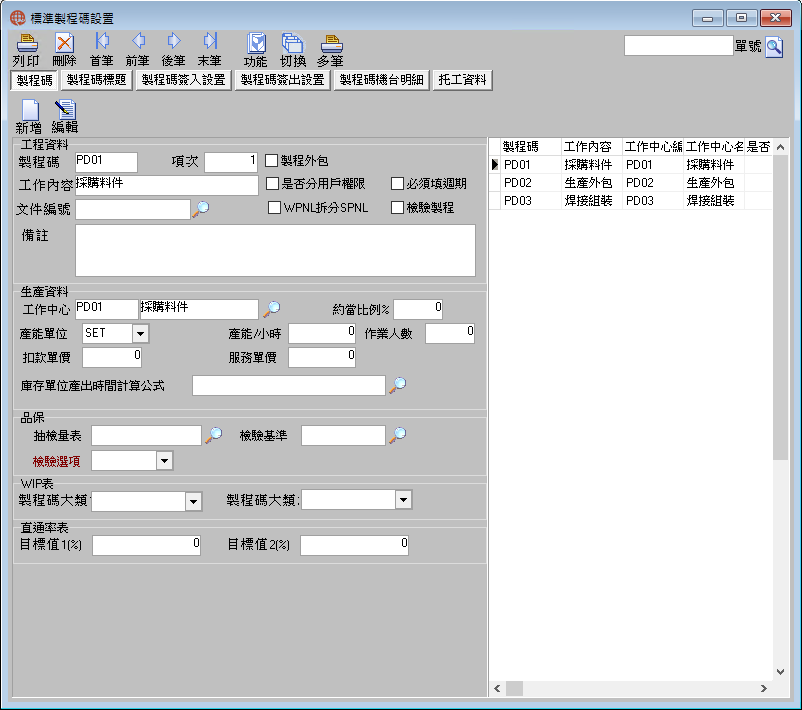
圖-1 製程碼設置 新增製程碼(圖-1)
點擊
[新增]按鈕,點選輸入[製程碼]、[工作內容]、[文件編號]、備註等。在選擇建立[生產資料]、[品保]、[WIP標]、[直通率表設置]等資料。注意
必須先完成
[標準製程碼]頁面的製程工序的設定,才可以做後續各頁面的資料建立。
# 欄位説明
欄位說明(圖-1 製程碼):
工程資料
[製程碼] 生產製程碼,用戶於放大鏡中自行選入。系統由[生產]-[基本設置]-[標準製程碼設置]提出。
[項 次] 用戶自訂輸入,新增時由系統自動產生。
[工作內容] 製程名稱,由製程碼帶出。
[文件編號] 若本製程需註記ISO文件或其它相關文件,可於放大鏡中自行選入。系統由[文件]-[文件列表]提出。
[管理單位] 用戶自訂管理單位與庫存單位關係後自動帶出。
[管理單位小數位] 用戶自訂管理單位與庫存單位關係後自動帶出。
[備 註] 工程資料簡單說明。
[製程外包] 若勾選表示需外包,否則為否。
[不填單] 若勾選表示可以不填寫此製程工作單。
[必須填週期] 若勾選表示此製程必須填寫週期,否則工作單是不讓保存。
生產資料
[工作中心] 生產工作中心,用戶於下拉選單中自行選入。系統由[生產]-[基本設置]-[工作中心設置]提出。
[準備單位] 接在本製程完工後的生產單位,用戶於下拉選單中自行選入。系統由[生產]-[基本設置]-[工作中心設置]帶出。
[準備人數] 製程準備的人數,用戶自訂輸入。只是記錄性質欄位,不會列入成本計算。
[作業的人數] 生產的實際人數,用戶自訂輸入。只是記錄性質欄位,不會列入成本計算。
[服務單價] 服務費的單價,用戶自訂輸入。此欄位只是記錄性質,未列入任何公式做計算。
[扣款單價] 計算托外加工損壞扣款的依據。用戶自訂輸入。
[治具編號] 此製程所用的治具編號。在[資產]-[資產列表]中帶出資料。
[模具編號] 此製程所用的模具編號。在[資產]-[資產列表]中帶出資料。
品保
[抽檢量表] 設置此製程檢驗表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[抽檢量表]完成設置。
[檢驗基準表] 設置此製程檢驗標準表的編號。下拉選單中選出。需先在[品質]-[基本資料]-[檢驗基準表]完成設置。
[檢驗製程] 若需做品管檢驗勾選,否則反之。
[製程碼大類1] 下拉選單中選出資料,用於WIP表。
[製程碼大類2] 下拉選單中選出資料,用於WIP表。
[目標值1%] 手工輸入資料,用於製程直通率報表。
[目標值2%] 手工輸入資料,用於製程直通率報表。
# 製程碼標題

點擊左邊需設定之製程碼名稱,點擊右邊上部[新增]按鈕,選擇製程大類、製程小類後,選擇標題說明。最後再點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多筆製程標題說明可依次新增。
注意
製程碼標題,請先在[生產]-[基本設置]-[製程碼標題設置]完成設置。
# 製程碼簽入設置

點擊左邊需設定之製程碼名稱,點擊右邊點擊上部[新增]按鈕,在簽入標題欄選擇標題後,再選擇其他欄位資料,最後再點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多項製程碼簽入可依次新增。
注意
製程碼簽入設置,請先在[生產]-[基本設置]-[簽入簽出標題設置]完成設置。
# 製程碼簽出設置

點擊左邊需設定之製程碼名稱,點擊右邊點擊上部[新增]按鈕,在簽出標題欄選擇標題後,再選擇其他欄位資料,最後再點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。如有多項製程碼簽出可依次新增。
注意
製程碼簽出設置,請先在[生產]-[基本設置]-[簽入簽出標題設置]完成設置。
# 製程碼機台明細
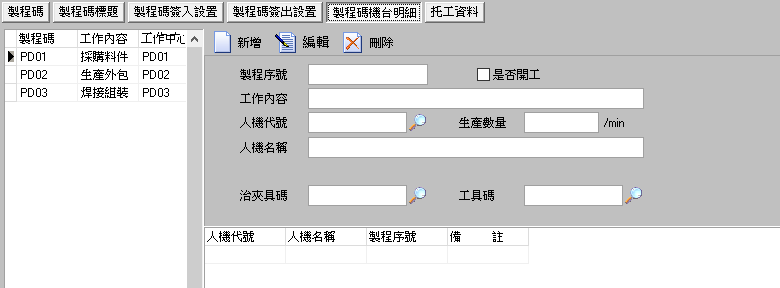
點擊左邊需設定之製程碼名稱,點擊右邊點擊上部[新增]按鈕,填寫填寫生產機器各相關欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。
# 新增托工資料

點擊左邊需設定之製程碼名稱,點擊右邊點擊上部[新增]按鈕,填寫[托工前置天數]、[托工廠商]等各相關欄位資料,最後點擊[保存]按鈕,保存資料設置,如不想保存,點擊[取消]按鈕取消保存。
# 欄位説明
欄位說明(圖-6 托工資料):
[托工前置天數] 手工自訂輸入。
[托外廠商] 放大鏡選擇出托工廠商編號及名稱資料。
[項次] 托外廠商排序。
[托外單價] 托工生產加工費用。
[托外數量公式] 依據此設定計算托工生產數量。