
 打卷掛碼終端配置指南
打卷掛碼終端配置指南
# 打卷掛碼終端配置指南
- 目的: 該指南是為安裝配置設備的安裝維護人員提供的安裝配置建議,其中提供的相關資訊僅供參考,安裝維護人員可在安裝時根據實際情況對其中的部分內容進行更改以達到最佳效果。
# 1. 終端配置說明
碼布檢驗終端通過採集計數器的數字資訊獲取目前的計數狀態,並列印產生標籤以及碼單資訊。
# 2. 設備安裝清單
| 序號 | 名稱 | 數量 | 備註 |
|---|---|---|---|
| 1 | 觸控一體機 | 1 | 建議解析度為1024*768,且已安裝Windows操作系統 |
| 2 | 數字式功能小鍵盤 | 1 | 數字式功能小鍵盤需要具有F1-F6功能按鍵以及數字按鍵 |
| 3 | 設備機櫃 | 1 | 用於嵌入一體機以及小鍵盤,放置印表機,掃瞄器以及讀卡器等設備 |
| 4 | 熱敏式標籤印表機 | 1 | |
| 5 | 固定式掃瞄器(選配) | 1 | |
| 6 | FC304N-R計數器 | 1 | NPN型的計數器,帶有485通訊介面 |
| 7 | RS485轉RS232轉接器 | 1 | 用於將RS485的接線方式轉接為RS232的通訊埠介面,用於連線一體機進行通訊 |
| 8 | 接近開關 | 1 | 接在碼布機上用於計數的感測器 |
| 9 | 線纜 | 若干 | 包含設備的供電電源線,用於網路通訊的網線,以及連線計數器與一體機的兩芯遮蔽線等 |
| 10 | 讀卡器(選配) | 1 |
# 3. 準備工作
# 3.1. 現場準備
碼布檢驗終端的設備現場需要預留220V的供電線路以及一路有線網路。需要為觸控一體機以及印表機設定兩個三相插孔,為計數器提供220V接線,有線網路需要連通並配置使其能連線到TARS所在的伺服器。
# 3.2. 配置預存程序
碼布檢驗終端需要使用到幾個預存程序,檢查這些預存程序是否存在於伺服器的資料庫中。如預存程序不存在則需要對其進行建立。
| 預存程序名稱 | 說明 |
|---|---|
| sp_App_WT_GetManMo | 獲取工單的資訊,在成品檢驗界面輸入工單號時執行 |
| sp_App_WT_Login | 獲取刷卡員工的資訊時執行 |
| sp_App_WT_PostData | 碼布檢驗完成提交資訊時執行 |
| sp_App_WT_GetCLProduct | 碼布檢驗記錄查詢時執行 |
# 3.3. 一體機初始化設定
在使用一體機前需要將一體機進行初始化設定。
# 3.3.1. 檢查設備狀態
連線一體機電源並打開一體機,檢查設備功能是否正常,觸控式螢幕幕是否正常響應,NumLock燈是否在進入桌面時亮起。
# 3.3.2. 檢查日期格式
連線一體機電源並打開一體機,待一體機進入桌面后檢查桌面的右下角的事件格式是否顯示為類似2020-02-03的樣式,如果不是這個樣式的話則需要對其進行修改。
打開「日期和時間」項(以Windows7為例):
單擊右下角的時間

在視窗中選擇
更改日期和時間設定...,點選打開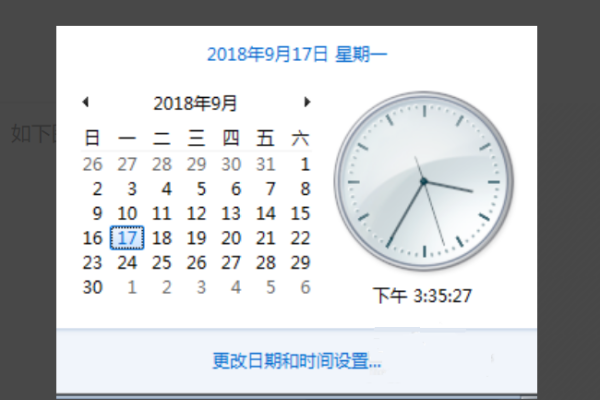
然後,在視窗中選擇
更改日曆設定,點選打開。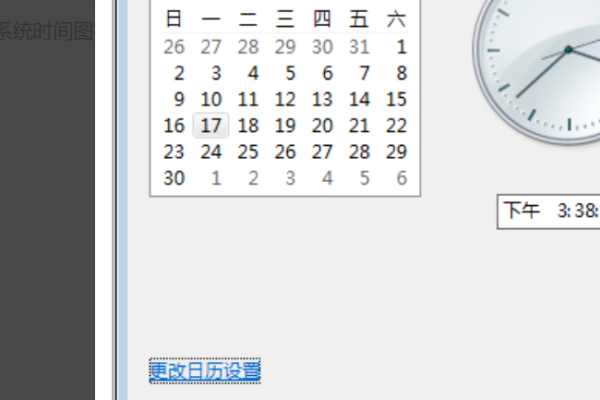
最後,在視窗中
日期格式位置修改日期的格式為yyyy-MM-dd即可。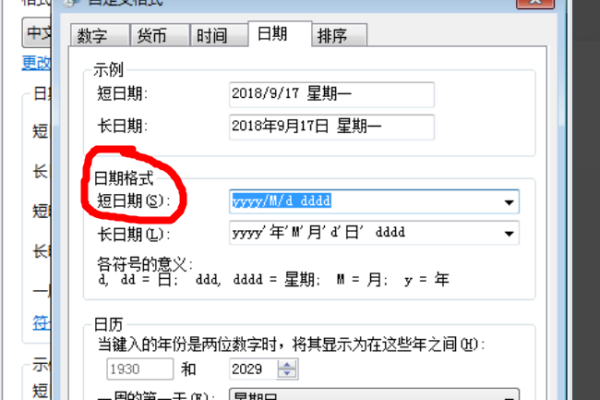
# 3.3.3. 安裝印表機驅動
為一體機安裝對應的印表機驅動,印表機驅動可在印表機的官網上查詢並下載,按照安裝嚮導進行安裝即可,需要注意的是,安裝時需要將其設定為預設印表機。
# 3.3.4. 安裝碼布終端程式
將碼布終端的程式資料夾複製到一體機的內建硬碟中,為其中的FastERP101_WT.exe建立快捷方式到桌面,並將該快捷方式檔案複製到啟動資料夾中(一般位於開始功能表-程式-啟動資料夾中)。
# 4. 安裝連線
以下是安裝連線設備的說明,其中接近開關的安裝模式適用於掛碼模式,碼輪的安裝模式適用於打卷模式。
# 4.1. 機櫃安裝
將一體機,掃碼器,讀卡器與小鍵盤安裝至機櫃對應位置並進行固定。其中小鍵盤需要擰下鍵盤背部螺絲拆卸后再進行穿孔式固定安裝。其餘設備可在位置確定后使用定位螺絲擰緊固定。
# 4.2. 計數器與接近開關(掛碼模式)
# 4.2.1. 安裝
使用計數器與接近開關時需注意兩者需要相互匹配,即NPN型的計數器與NPN型的接近開關相連。對於接近開關來說,其接線需要遵循如下內容:棕色線對應接12V(VCC)的介面,藍色線對應接0V(GND)的介面,黑色線對應接IN1(輸入1)的介面。在本參考示例中使用的FC304N-R計數器這三個對應介面為6,7,8號。
同時,需要將計數器的電源供電介面與220V連線。在本參考示例中使用的FC304N-R計數器的介面對應為1,2號。接線示意圖如圖所示。
# 4.2.2. 除錯設定
安裝完成後通電檢視計數器是否能夠點亮顯示數字,並通過金屬物件觸動接近開關檢查是否能夠進行計數。檢查接近開關與碼布機的觸動點的距離是否在接近開關指定的距離範圍內。通過運行來調整安裝位置使之達到最佳效果。
# 4.3. 計數器與碼輪
# 4.3.1. 安裝
碼輪與計數器連線時,棕色線對應接12V(VCC)的介面,藍色線對應接0V(GND)的介面。在本參考示例中使用的FC304N-R計數器的介面為6、7號。碼輪的黑色線與白色線臨時接入8、9號用於檢查計數訊號是否能正確識別。將6號與10號介面連線到復位按鈕,通過按鈕連線可實現清零操作。
同時,需要將計數器的電源供電介面與220V連線。在本參考示例中使用的FC304N-R計數器的介面對應為1,2號。接線示意圖如圖所示。
# 4.3.2. 除錯設定
安裝完成後通電檢視計數器是否能夠點亮顯示數字。
滾動碼輪來檢視計數器的米數是否隨著碼輪滾動而增加,如出現計數米數減少的情況則需要調換碼輪與計數器8、9埠的接線順序。通過運行來調整安裝位置使之達到最佳效果。
接下來開始設定計數器的倍率。計數器在出廠時的預設倍率是1,可根據計數器說明書的操作提示來檢視目前計數器的倍率,如果倍率不為1則自行調整倍率為1。碼輪在連線到計數器的情況下,滾動一週後讀取計數器變化的量,變化的值即為碼輪滾動一圈產生的脈衝數。
接著,讓碼輪滾動一米,測量在滾動一米後計數器增加的數值,用一米除以該數值,即可得到碼輪的倍率。
將碼輪的倍率,倍率小數以及顯示的小數輸入計數器中,根據計數器的說明書進行操作。計數器到此設定完畢。
# 4.4. RS485轉232轉換器
# 4.4.1. 安裝
將FC304N-R中的RS485的A,B介面(對應為13、12號)通過遮蔽線分別與RS485轉232轉換器的+,-介面連線,接地線可選擇性的進行連線,將RS232的接頭與一體機的通訊埠進行連線固定。
# 4.5. 外圍設備的安裝連線
將數字式功能小鍵盤,掃瞄器,讀卡器以及印表機通過USB介面連線到一體機上,將一體機與印表機的電源線進行連線,插頭插入220V供電的插孔。將網線水晶頭插入一體機的網路介面。
安裝完成的效果圖如下圖所示:

# 5. 程式啟動及初始化
安裝完碼布機終端程式,設定開機啟動,並確認碼布機通訊埠網路等正確連線后,修改編輯碼布機終端程式目錄中的Setting.ini檔案,在其中修改如下內容並儲存:
[Server]
## 修改伺服器的IP地址
IP=127.0.0.1
## 修改伺服器的埠號
Port=9981
## 修改連線設定的名稱
DB=FastERP
2
3
4
5
6
7
啟動碼布機終端程式。程式啟動后界面如下圖所示。

雙擊下方FastERP處,出現輸入管理員密碼的界面,在此處輸入管理員密碼,按[確認]按鈕以打開系統參數設定界面。
在基本設定中,選擇預設倉庫,將檢驗模式改為自動模式,設定機臺編號。

在感測器設定中,由於讀取的數據不包含小數位,故在公式中需將通過小數位相乘來將實際值修改爲計數器顯示的數值。
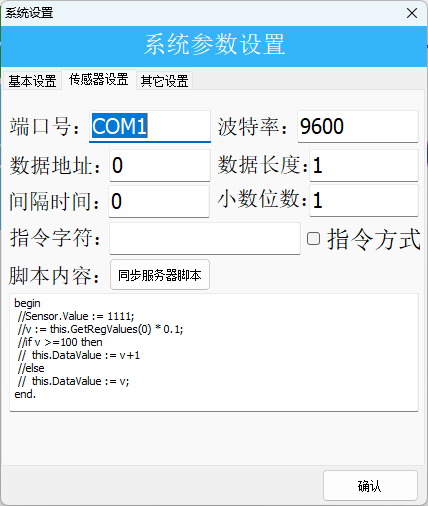
比如,計數器的小數位設定了兩位,則對應的公式設定內容如下:
begin
this.DataValue := this.GetRegValues(1)*0.01;
end.
2
3
根據需求修改其它設定中的專案。
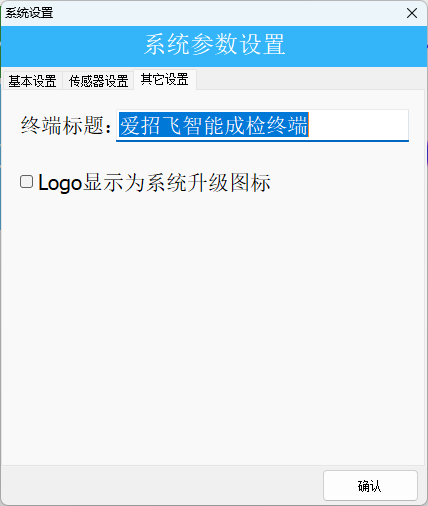
設定完成後,點選[確認]按鈕以完成設定,重新啟動打卷掛碼終端程式。
通常情況下,在此次重啟完成後會自動進入到碼布機終端程式的主界面,可點選[成品檢驗(F1)]進入到檢驗的主界面中,檢視計數器的數值是否能正確讀取。
# 6. 車間班組員工設定
打卷掛碼終端的員工資料來源於車間班組。請在其中進行設定。
# 7. 問題處理
# 7.1. 小鍵盤的NumLock燈不亮
操作時發現數字式小鍵盤的NumLock燈不亮,這種情況下可進行如下操作:
一體機連線一個完整的USB鍵盤,按下鍵盤上的NumLock以點亮NumLock燈。重啟一體機以檢視NumLock燈能否正常點亮。如果依舊無法點亮可能需要進入BIOS設定界面進行修改。