
 生產工藝單
生產工藝單
# 品質管理-生產工藝單
文件號: E-ON-QCM-2504
目的: 建立生產工藝單的基本資料。
功能: 建立坯布生產工藝單。
範圍: 對坯布生產工藝單進行管理。
後置模組: 無。
執行部門: 工藝技術部。
責權: 工藝員-新增、修改生產工藝單資料,審覈建立的生產工藝單資料是否正確。
依據: 依據標準的有共性的工藝資訊建立生產工藝單資料,方便後續查詢。
控制重點: 生產工藝單資料的資訊是否正確。
# 操作步驟
進入生產工藝單資料界面
進入系統后,點選
[品質管理]-[生產工藝單]進入對應界面。在目前界面,可對生產工藝單進行編輯。
圖1 生產工藝單 編輯、新增、審覈生產工藝單
點選欄位中的
[新建]按鈕,打開[生產工藝單]界面,詳細填寫欄位中的各項記錄。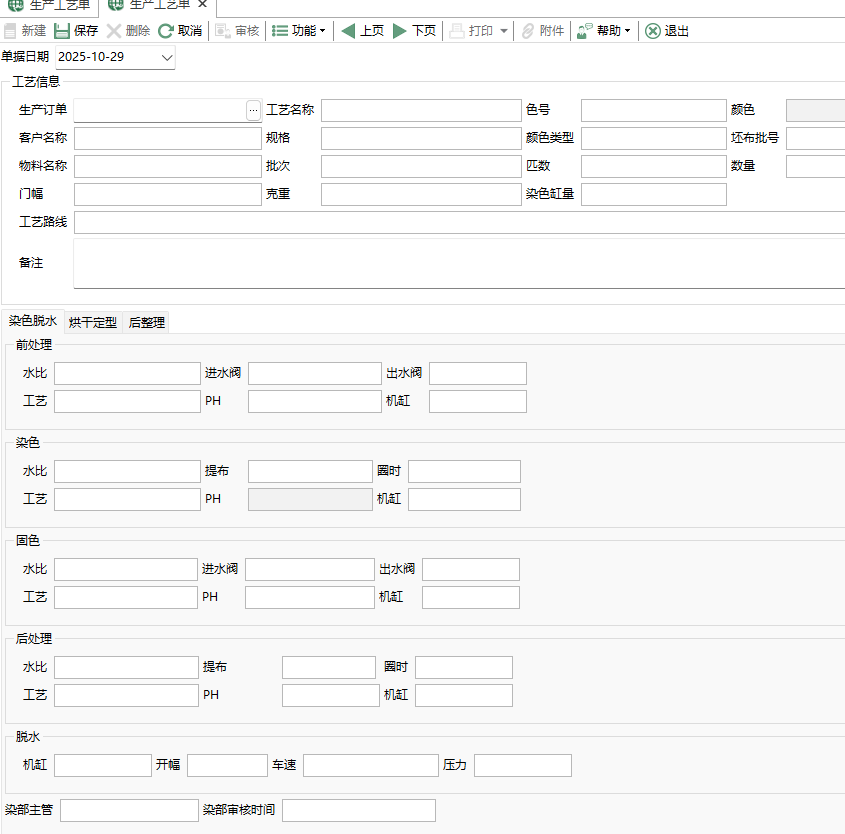
圖2 生產工藝單編輯
填寫完畢並確認無誤後點擊[儲存]按鈕,如不想儲存,點選[退出]按鈕。儲存完畢后需要點選[功能]-[審覈]按鈕對該單據進行審覈。
消審編輯與刪除
生產工藝單資訊只有進行審覈操作后才能被後續的業務流程引用。生產工藝單資訊一旦審覈,就無法進行更改,若需要更改或刪除已有的生產工藝單資訊,需要確認該記錄沒有被後續業務流程引用。如生產工藝單還未被後續的環節引用,則可點選
[功能]-[消審],然後再進行生產工藝單的修改,再點選[儲存]以儲存修改,點選[功能]-[審覈]按鈕對該單據進行審覈。
# 部分欄位說明
[生產訂單]: 該生產任務所關聯的上游生產訂單編號,用於追溯生產計劃來源。
[工藝名稱]: 該生產工單所採用的工藝方案名稱,用於標識和管理具體的生產工藝。
[色號]: 該產品對應的標準顏色編碼,用於顏色統一管理和匹配。
[顏色]: 該產品成品的實際顏色名稱,用於直觀識別。
[客戶名稱]: 該生產任務對應的客戶全稱,用於區分不同客戶的訂單需求。
[規格]: 該產品的詳細技術參數,如紗支、密度組合,用於描述物料物理特性。
[顏色型別]: 該顏色所屬的類別,如「深色」、「淺色」,用於分類管理與工藝設定。
[坯布批號]: 該生產任務所使用的坯布批次編號,用於質量追溯與庫存管理。
[物料名稱]: 該生產任務所使用的主物料名稱,如「大毛圈」、「羅紋」,用於識別面料型別。
[批次]: 該生產任務的內部批次編號,用於生產過程中的批次管理。
[匹數]: 該生產任務計劃或實際生產的布匹數量,用於產量統計與排產。
[數量]: 該生產任務計劃或實際生產的總重量或長度,用於成本覈算與物流安排。
[門幅]: 布料的有效寬度,單位通常為釐米,用於裁剪與用料規劃。
[克重]: 布料每平方米的重量(g/㎡),反映面料厚薄程度,用於質量控制與成本覈算。
[染色缸量]: 該批次布料在染色工序中投入的染缸容量或重量,用於工藝控制與設備匹配。
[工藝路線]: 該生產任務所遵循的完整工藝流程路徑,用於標準化生產與過程追溯。
[備註]: 用於補充說明該生產工單的特殊要求、注意事項或其他相關資訊。
[染色脫水]: 工藝階段標籤,表示該部分參數用於染色后的脫水工序設定。
[烘乾定型]: 工藝階段標籤,表示該部分參數用於烘乾及定型工序設定。
[后整理]: 工藝階段標籤,表示該部分參數用於最終后整理工序設定。
[前處理]: 工藝階段標籤,表示該部分參數用於染色前的預處理工序。
[水比]: 該工序中水與布料的重量比例,用於控制工藝液濃度。
[進水閥]: 該工序中進水閥門的開度或參數設定,用於控制進水量。
[出水閥]: 該工序中出水閥門的開度或參數設定,用於控制排水量。
[工藝]: 該工序的具體操作步驟或工藝名稱,用於指導現場操作。
[PH]: 該工序進行時溶液的酸堿度值,用於控制化學反應環境。
[機缸]: 該工序所使用的設備機缸編號,用於設備排程與工藝匹配。
[提布]: 該工序中提布輥的相關參數設定,用於控制布料運行狀態。
[圓時]: 該工序中布料在染缸內循環運轉的時間,用於控制工藝時長。
[固色]: 工藝階段標籤,表示該部分參數用於染色后的固色工序設定。
[后處理]: 工藝階段標籤,表示該部分參數用於染色完成後的后處理工序。
[脫水]: 工藝階段標籤,表示該部分參數用於最終脫水工序設定。
[開幅]: 該工序中布料開幅寬度的參數設定,用於控制布面平整度。
[車速]: 該工序中設備運行的線速度,用於控制生產效率與產品質量。
[壓力]: 該工序中施加於布料的壓力參數,用於控制處理效果。
[染部主管]: 負責審覈該生產工單的染整部門主管姓名或工號,用於責任追溯。
[染部審覈時間]: 該生產工單經染部主管審覈通過的具體日期與時間,用於流程時效管理。