
 開卡嚮導
開卡嚮導
# 生產管理-開卡嚮導
文件號: E-ON-MOC-2014
目的: 簡化工單開具的流程,實現批次化的開卡處理流程。
功能:
- 通過嚮導的形式進行開卡操作,實現批次化的工單開具。
- 支援從庫存合併開卡。
- 支援庫存批次開卡。
- 支援生產訂單+庫存開卡。
範圍:
- 工單的自動產生。
- 庫存資訊。
- 生產訂單資訊。
前置模組: 坯布入庫、生產訂單、工藝路線。
後置模組: 工單、拆卡嚮導。
執行部門: 生產計劃部門。
權責: 生產計劃員-根據庫存或和生產訂單情況進行工單開具,並檢查工單是否開具正確。
依據: 依據生產車間的產能進行任務分配,並進行確認。
控制重點: 建立的工單資訊是否正確。
# 操作步驟
進入開卡嚮導界面
進入系統后,點選
[生產管理]-[開卡嚮導]進入開卡嚮導界面。開卡
開卡嚮導支援多種方式的開卡流程,這裡介紹三種方式:依據庫存開卡、依據庫存批次開卡和依據生產訂單開卡。
依據庫存批次開卡:
這種開卡方式適合對同一批號的布種根據不同顏色的分配批次開卡。
在圖1界面中,勾選
庫存批次,選擇對應的工作中心,選擇對應的倉庫,之後輸入需要進行開卡操作的白坯批號,輸入完畢後點擊[下一步]按鈕。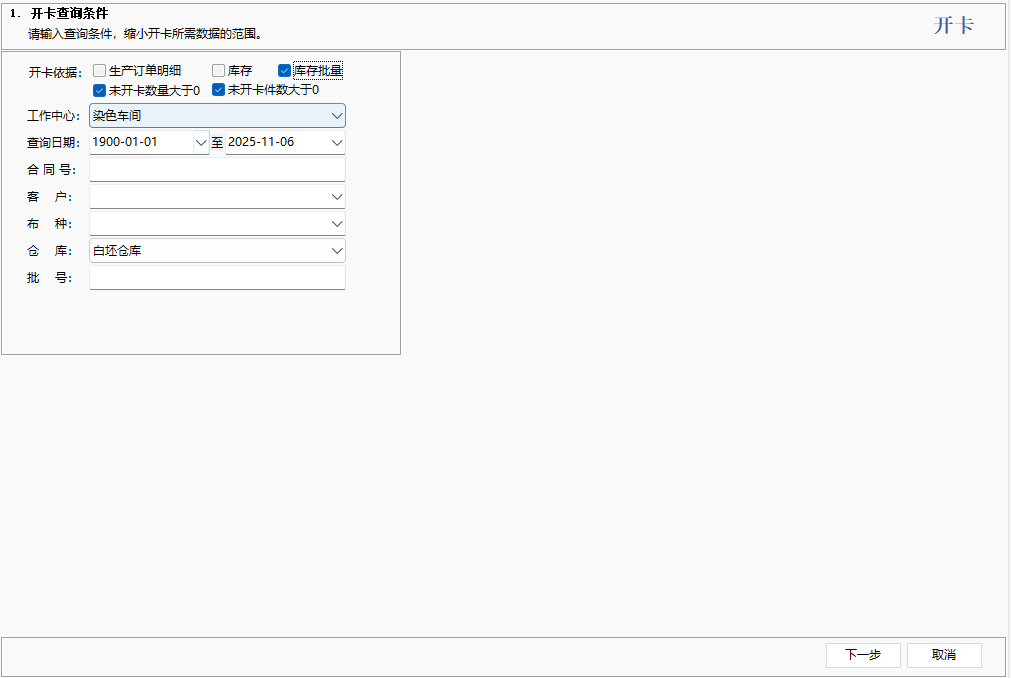
圖1 開卡嚮導 在圖2界面中,確認庫存資訊是否正確,確認開卡資訊中是否還有開卡數剩餘,確認完畢後點擊
[下一步]。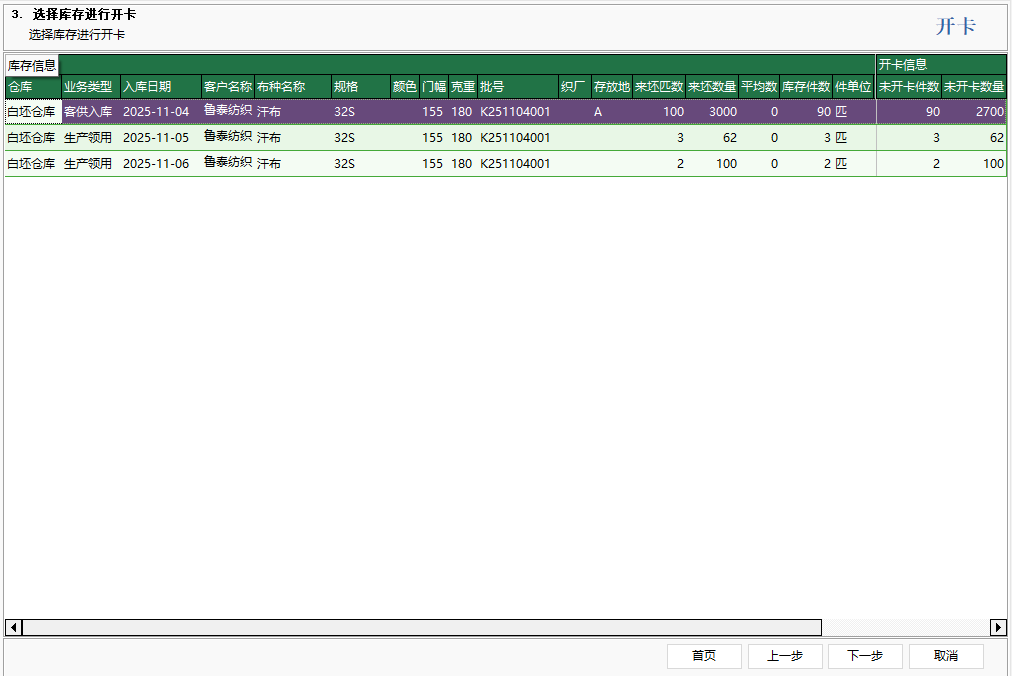
圖2 選擇坯布庫存 在圖3中,滑鼠在點色明細中的數據顯示區域中單擊,按↓按鍵,新增一行,填寫需要開卡的顏色,以及該顏色計劃的每缸數量、每缸匹數,填寫開卡數(缸數)。如此往復,待不同的顏色條目全部填寫完畢后,點選
[批次產生],在彈出的確認產生工單中點選[確定]即可產生待產生工單。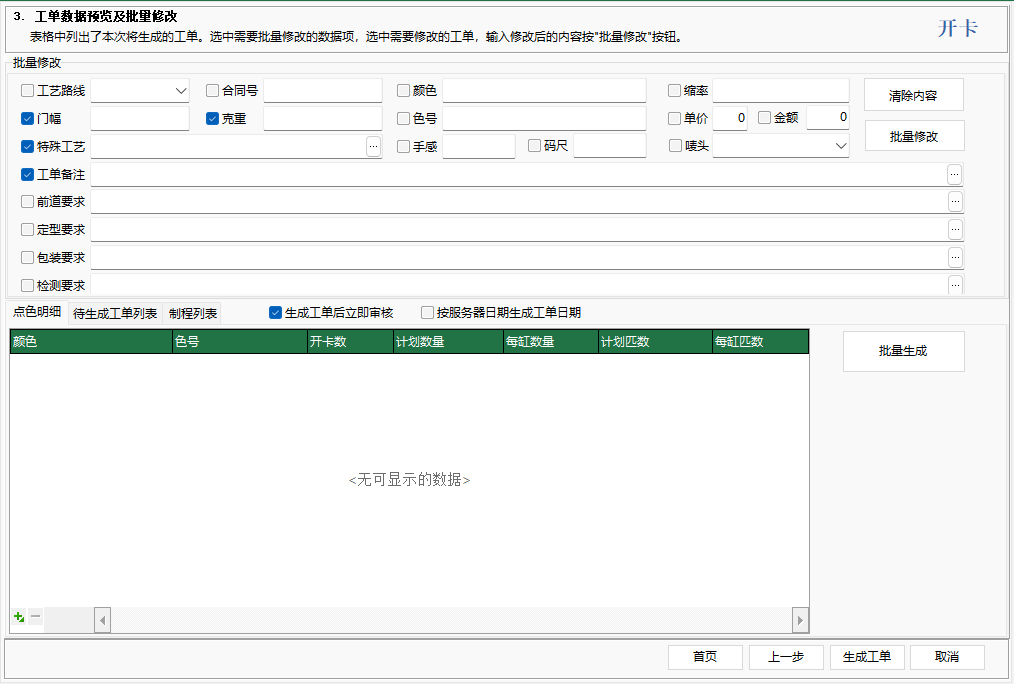
圖3 開卡嚮導 數據輸入 在圖4中,批次修改欄位中顯示了可以對工單進行批次修改的欄目。如需要工單列表中的內容進行批次修改,則先勾選對應工單的
修改標記,批次修改欄位中也對應勾選需要批次修改的數據項,並填寫對應資訊。填寫完畢后,點選[批次修改]按鈕,被勾選的批次修改數據項中填寫的內容會替換掉被勾選的工單對應的列中的內容。如果客戶有提供成品碼單標籤的嘜頭格式,可以在嘜頭設計中先設計好,在此處勾選嘜頭,選擇使用的嘜頭標籤格式。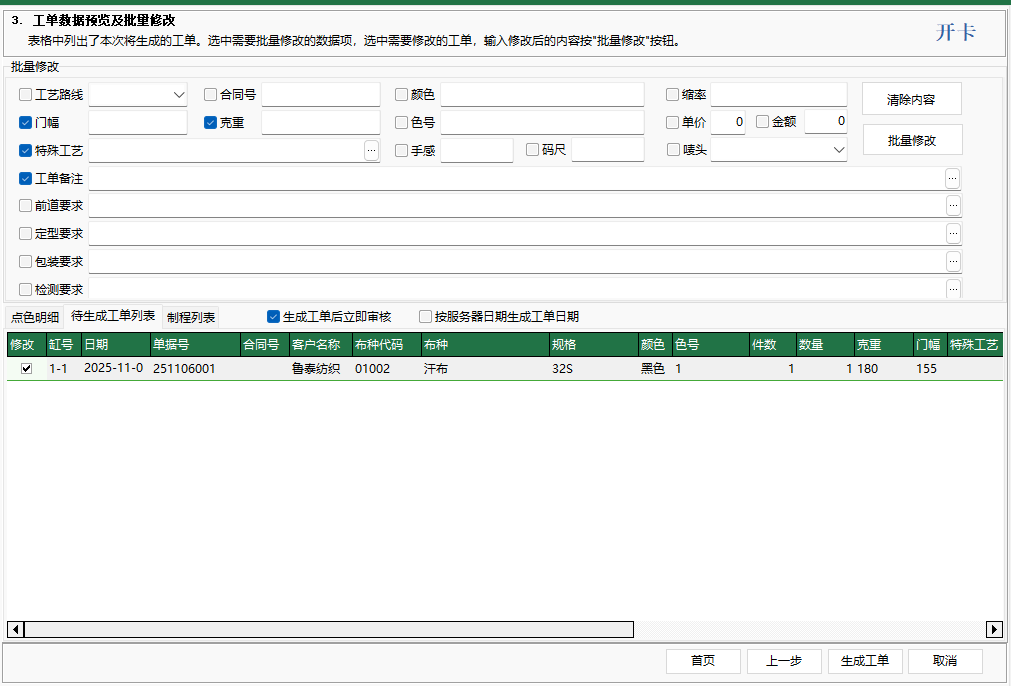
圖4 開卡嚮導 批次修改 待工單資訊全部修改完成後,勾選
[產生工單后立即審覈],點選[產生工單]按鈕,完成工單的產生。在完成工單產生的界面(圖5)點選[列印預覽]可以檢視工單。
圖5 開卡完成 依據庫存開卡:
依據庫存開卡可以對多個任務號的坯布進行批次開卡處理,還可以將兩個不同任務號的坯布合併爲一張工單開具。
在圖1界面中,僅勾選
庫存、未開卡數量大於0、未開卡件數大於0(用於過濾目前無庫存的入庫記錄),勾選完畢后選擇工作中心和倉庫,選擇需要進行開卡的客戶,選擇完畢後點擊[下一步]按鈕。勾選需要進行開卡操作的坯布,在右側填入每單件數、每單數量和開卡數,如果需要進行合併開卡操作的,先勾選
合併開卡(選中的坯布庫存將合併產生一張工單),然後填寫每個批號的坯布在該工單中的數量,選擇完畢後點擊[下一步]。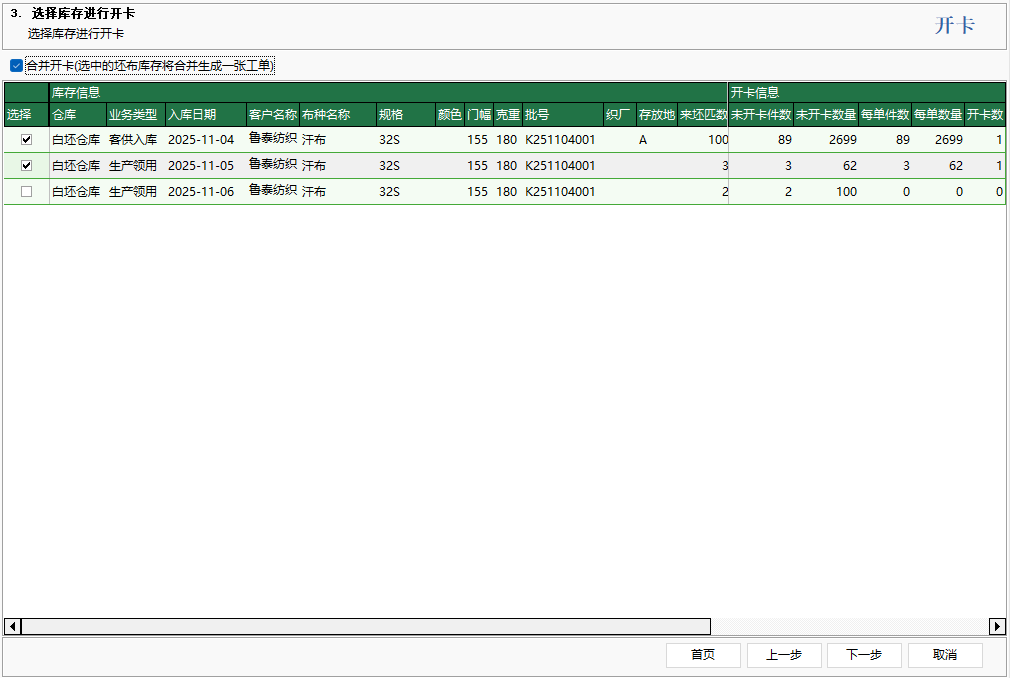
圖6 合併開卡 在圖7中,批次修改欄位中顯示了可以對工單進行批次修改的欄目。如需要對工單列表中的內容進行批次修改,則先勾選對應工單的
修改標記,批次修改欄位中也對應勾選需要批次修改的數據項,並填寫對應資訊。填寫完畢后,點選[批次修改]按鈕,被勾選的批次修改數據項中填寫的內容會替換掉被勾選的工單對應的列中的內容。如果客戶有提供成品碼單標籤的嘜頭格式,可以在嘜頭設計中先設計好,在此處勾選嘜頭,選擇使用的嘜頭標籤格式。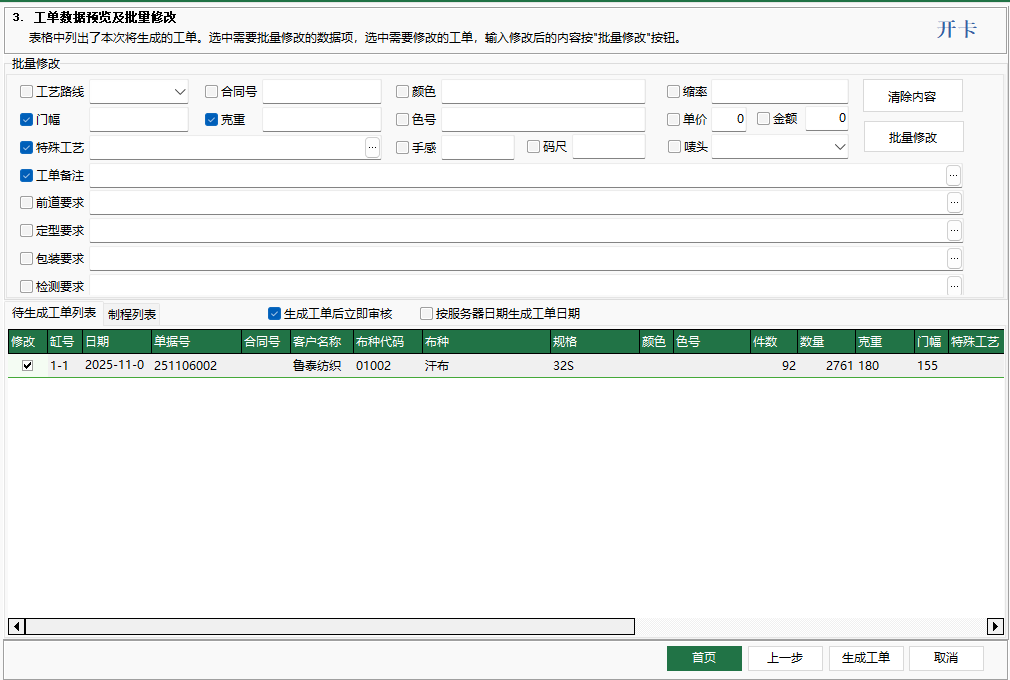
圖7 工單數據預覽與批次修改 待工單資訊全部修改完成後,勾選
[產生工單后立即審覈],點選[產生工單]按鈕,完成工單的產生(圖5)。點選[列印預覽]可檢視產生的工單。依據生產訂單明細開卡:
依據生產訂單明細開卡可針對訂單中的點色內容直接進行開卡操作,無需再進行過多的更改操作。
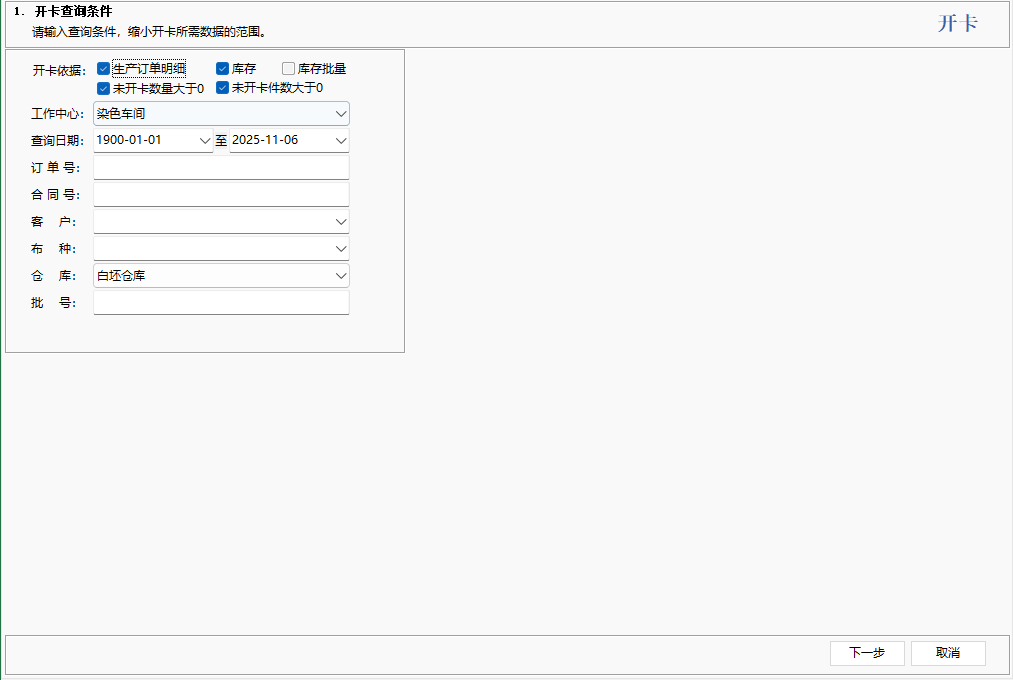
圖8 按生產訂單明細與庫存開卡 在圖1界面中,勾選
生產訂單明細、庫存、未開卡數量大於0、未開卡件數大於0(用於過濾目前無庫存的入庫記錄),勾選完畢后輸入訂單號,選擇完畢后,點選[下一步]按鈕。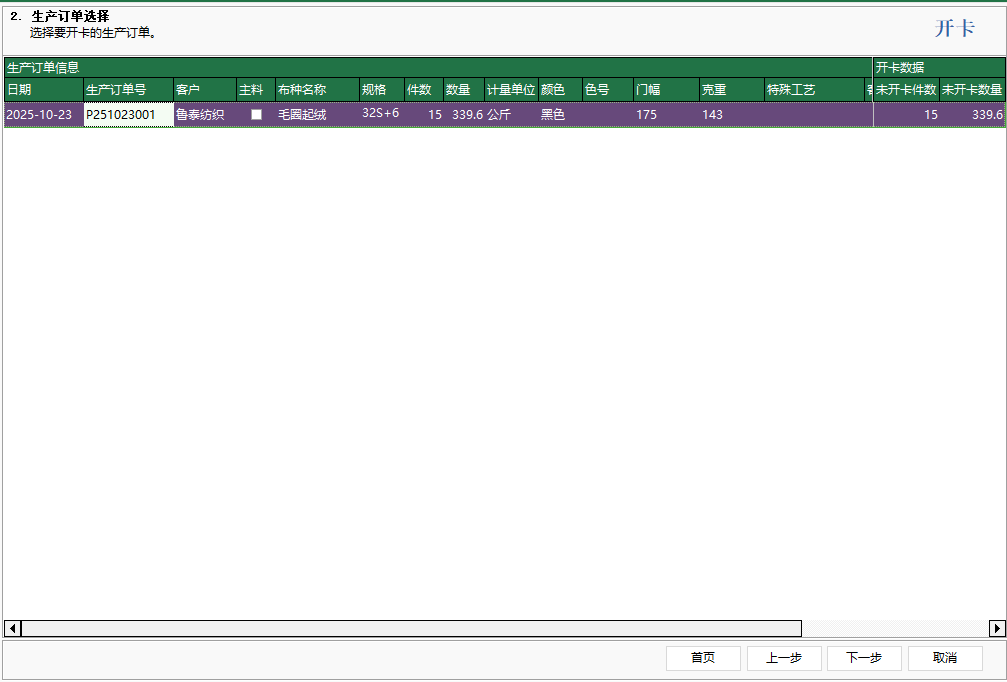
圖9 生產訂單選擇 檢視訂單資訊,確認無誤後點擊
[下一步]按鈕。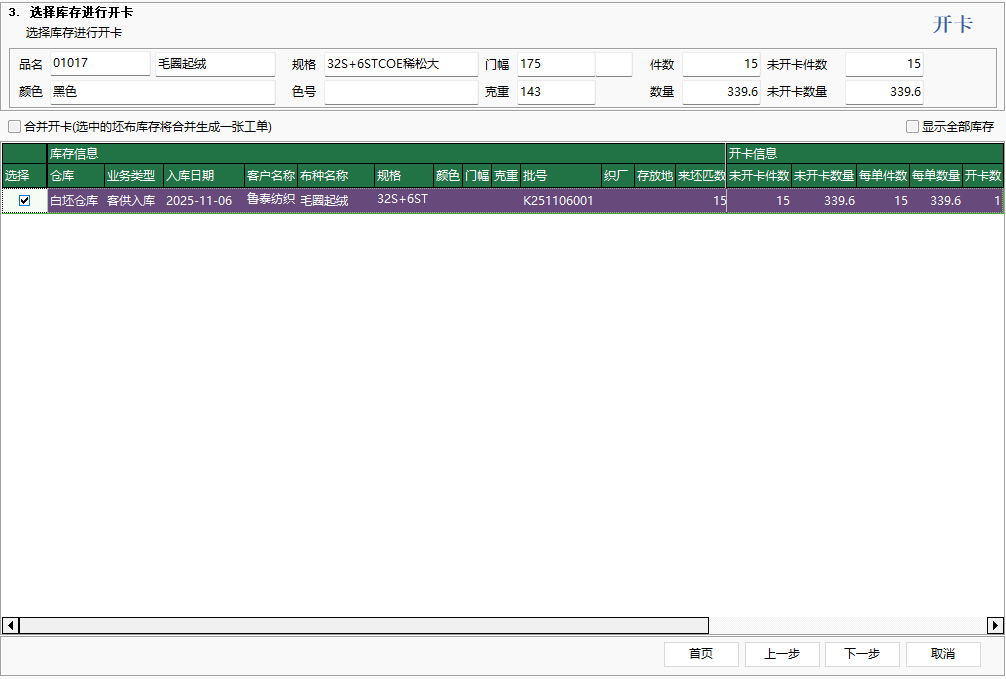
圖10 選擇庫存 勾選訂單中客戶對應的坯布資訊,輸入開卡資訊等內容,確認無誤後點擊
[下一步]按鈕。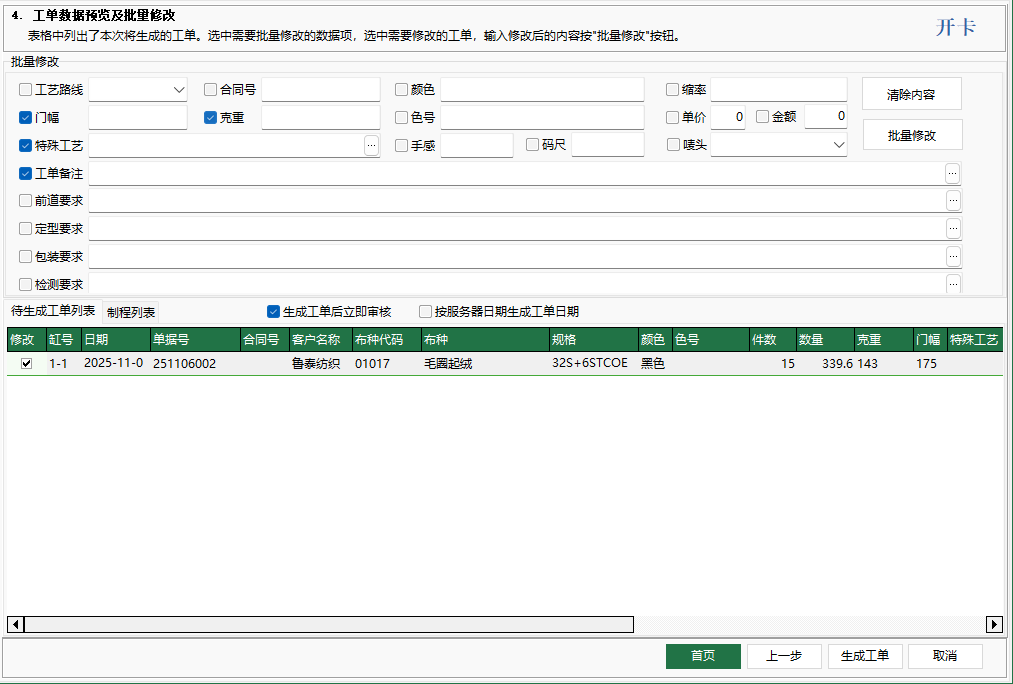
圖11 修改工單 在圖7中,批次修改欄位中顯示了可以對工單進行批次修改的欄目。如需要工單列表中的內容進行批次修改,則先勾選對應工單的
修改標記,批次修改欄位中也對應勾選需要批次修改的數據項,並填寫對應資訊。填寫完畢后,點選[批次修改]按鈕,被勾選的批次修改數據項中填寫的內容會替換掉被勾選的工單對應的列中的內容。如果客戶有提供成品碼單標籤的嘜頭格式,可以在嘜頭設計中先設計好,在此處勾選嘜頭,選擇使用的嘜頭標籤格式。待工單資訊全部修改完成後,勾選
[產生工單后立即審覈],點選[產生工單]按鈕,完成工單的產生。點選[直接列印]可批次列印列表中產生的工單。
# 部分欄位說明
[缸號]: 由於訂單數量比較大,在進行染色處理時,染缸不能容納訂單數量的貨物,生產計劃部門會將訂單數量進行拆分,如拆分為2缸,缸號顯示為2-1、2-2,以此類推。
[工作中心]: 該工單分派的生產車間名稱。
[工單號]: 生產部門在進行生產開卡時產生的流程卡編號,開卡完成之後自動產生,此編號在系統中具有唯一性。
[業務員]: 接收並且下達銷售訂單的業務員姓名,業務員在[基礎資料]-[人事檔案]中編輯產生。
[布種名稱]: 布種在系統中的名稱,此名稱在[基礎資料]-[布種程式碼]中編輯產生。
[規格]: 開卡嚮導中的規格一般指面料規格,此處填寫面料的紗織密度等資訊。
[顏色]: 客戶下單時指定的顏色名稱。
[門幅]: 面料的有效寬度,一般用英吋或者釐米表示。
[克重]: 此處的克重指面料克重,是指一平方米麵料的重量是多少克。
[件數]: 工單安排生產的坯布的件數。
[數量]: 工單安排生產的坯布的數量。
[特殊工藝]: 產品的特殊處理方法,如上防水、抗靜電等。
[備註]: 其他需要特別說明的選項情況。
[開卡數]: 需要開具工單的數量,與缸號對應。
[來坯匹數]: 白坯入庫時登記的匹數。
[來坯數量]: 白坯入庫時登記的白坯數量。