功能介紹
功能介紹
# 功能介紹
以下將主要介紹界面中各模組、欄位代表的含義與功能。對於報表圖表,還將介紹各圖表表示的含義,以及計算的方法等資訊。
# 1. 設備燈號即時看板
設備燈號即時看板中展示所有的設備目前的燈號狀態以及目前狀態已持續的時間。每個設備下方有五個圖示,說明如下:
- OEE時序圖:檢視設備的時序圖。時序圖將設備各時間下的狀態以柱狀圖的方式累加起來顯示。可以直觀看到設備在各個時間段內的運行狀態情況。
- 實動率:檢視設備的實動率情況。實動率表示設備處於正常運行狀態的時間在設備總運行時間內的佔比,可直觀反映設備在開機時間段的運行效率。
- 設備能耗:檢視選擇設備的實時能耗情況。
- 稼動趨勢:檢視設備的稼動率變化隨日期變化的趨勢,可以反映設備的運行效率隨時間變化的情況。
- 視訊監控:如果設備連線了視訊監控的直播地址,可在此處觀看設備的實時監控情況。

# 2. 燈號基礎資料
關於設備等數控中心的基礎資料的設定請閱讀數控資料。
# 2.1. 燈號工序資料
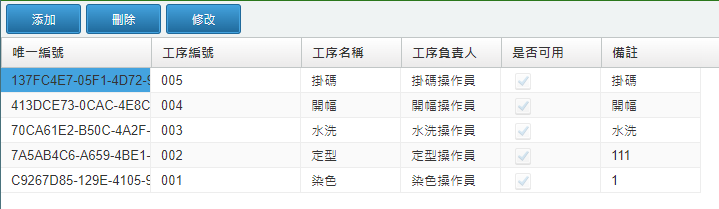
點選功能表欄中的 燈號管理 - 燈號基礎資料 - 燈號工序資料 打開燈號工序資料模組。燈號工序資料用於設定設備生產涉及的工序資訊,可用於設備生產進度的跟蹤。
界面中的按鈕說明如下:
[新增]:新增燈號工序資料的資訊。[刪除]:刪除選擇的燈號工序資料資訊。[修改]:修改選擇的燈號工序資料資訊。
界面中的欄位說明如下:
- 唯一編號:工序資料的記錄唯一ID。
- 工序編號:工序資料的編號。
- 工序名稱:工序資料的名稱。
- 工序負責人:工序負責人的名稱。
- 是否可用:選擇的工序是否處於可用狀態。
- 備註:工序資料的備註資訊。
# 2.2. 燈號故障資料
點選功能表欄中的 燈號管理 - 燈號基礎資料 - 燈號故障資料 打開燈號故障資料模組。燈號故障資料用於設定設備的故障基礎資料資訊,可用於追溯管理設備的故障型別。

界面中的按鈕說明如下:
[新增]:新增燈號故障資料的資訊。[刪除]:刪除選擇的燈號故障資料資訊。[修改]:修改選擇的燈號故障資料資訊。
界面中的欄位說明如下:
- 唯一編號:故障資料的記錄唯一ID。
- 故障編號:故障資料的編號資訊。
- 故障名稱:故障資料的名稱資訊。
- 故障說明:故障資訊的主要說明。
- 故障負責人:故障資訊的負責人名稱。
- 是否可用:故障資料資訊是否可以使用。
- 備註:故障資料資訊的備註。
# 2.3. 燈號判斷標準
點選功能表欄中的 燈號管理 - 燈號基礎資料 - 燈號判斷標準 打開燈號判斷標準模組。燈號判斷標準用於設定設備的燈號狀態的判斷標準與依據。

界面中的按鈕說明如下:
[查詢]:執行按燈號標準編號或者燈號標準名稱的標準資料查詢。[清除]:清除查詢框中的資訊,重新查詢燈號標準資料。[新建]:新建燈號標準資料資訊。[刪除]:刪除燈號標準資料的資訊。[編輯]:選擇燈號標準資料資訊進行編輯。[重新整理]:重新整理燈號標準資料查詢界面。[顯示全部]:顯示全部燈號標準資料資訊。[退出]:退出燈號標準資料模組。
界面中的表格欄位說明如下:
- 標準代碼:燈號判斷標準的編號。
- 標準名稱:燈號判斷標準的名稱。
- 標準型別:燈號判斷標準的文字描述。
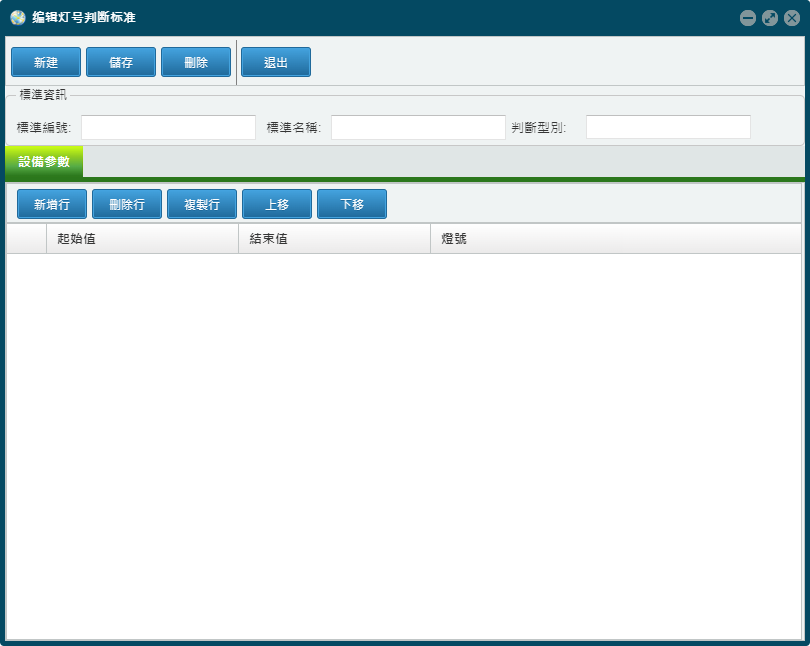
點選 [新建] 或者 [編輯] 按鈕,打開 編輯燈號判斷標準 對話方塊,在這個對話方塊中可編輯各燈號判斷標準的資訊。
對話方塊中的按鈕說明如下:
[新建]:新建燈號判斷標準資料資訊。[儲存]:儲存燈號判斷標準資料資訊。[刪除]:刪除目前燈號判斷標準資料資訊。[退出]:退出編輯燈號判斷標準資料的資訊。[新增行]:新增數據資訊。[刪除行]:刪除數據資訊。[複製行]:複製選擇的數據資訊。[上移]:將選擇的行上移。[下移]:將選擇的行下移。
對話方塊中使用的欄位說明如下:
- 標準編號:燈號判斷使用的標準的編號。由使用者自行設定。
- 標準名稱:燈號判斷使用的標準的名稱。由使用者自行設定。
- 判斷型別:燈號判斷適用的設備的型別。由使用者自行設定。
- 起始值:燈號判定測量的最小值區間。
- 結束值:燈號判定測量的最大值區間。
- 燈號:燈號判定的型別。
# 3. 燈號數據採集
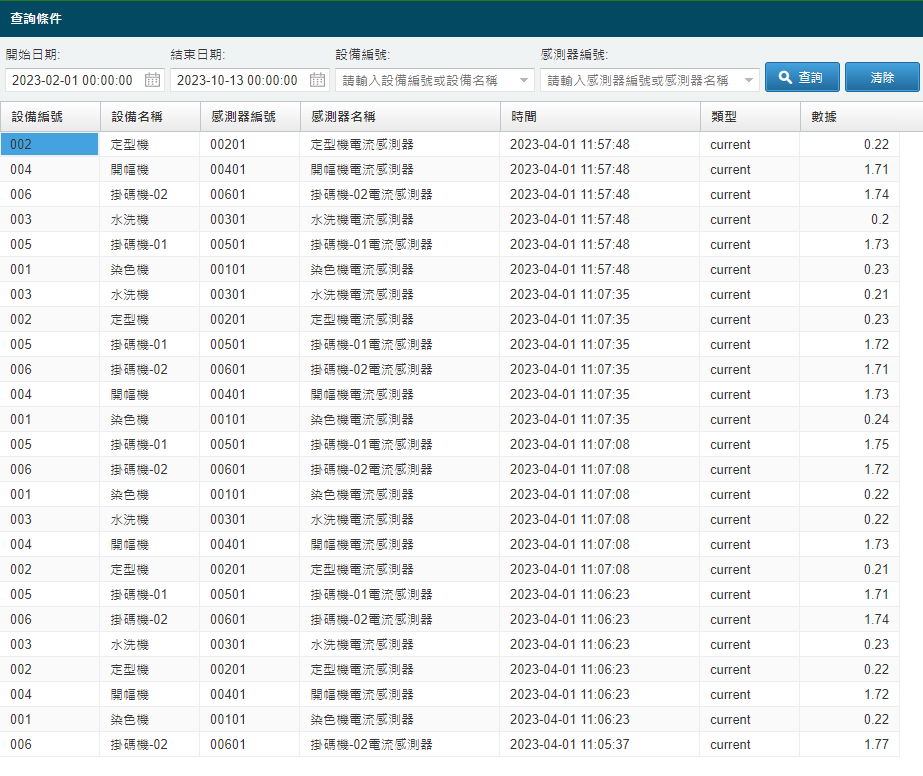
# 3.1. 感測器採集數據
感測器採集數據記錄用於判斷燈號型別的原始數據資訊,比如設備的電流等。根據採集到的數據,與燈號判斷標準資訊結合,就可以得知目前設備的燈號狀態。
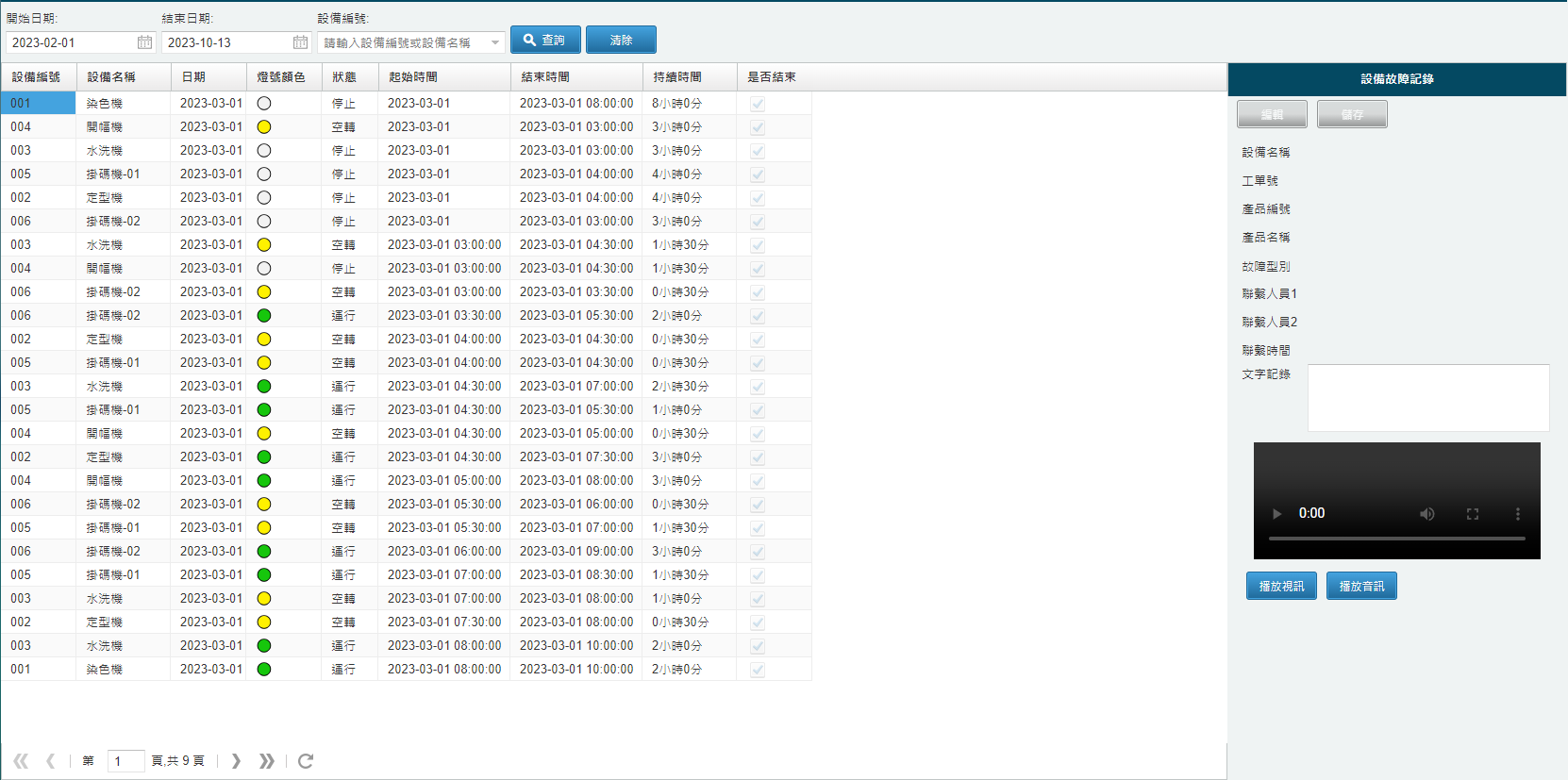
# 3.2. 燈號數據
燈號數據中展示各設備的燈號資訊,燈號的起止時間、持續時間等資訊。直觀展示各燈號的持續時長等資訊,是後續時序圖,設備實動率,開機率,設備稼動率分析的基礎數據來源。
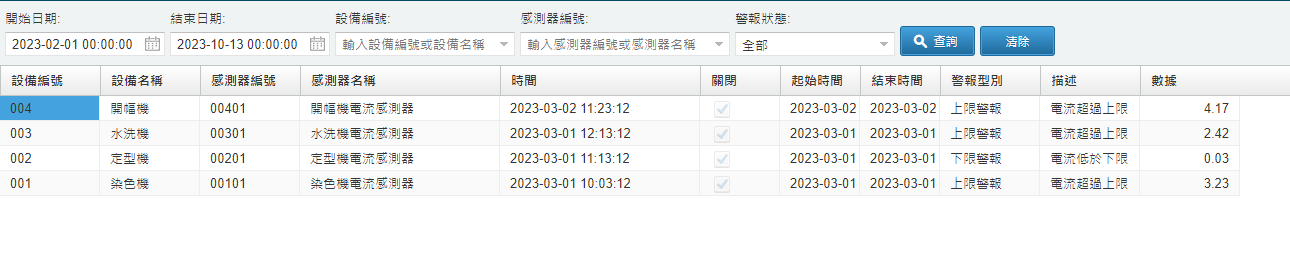
# 3.3. 燈號報警記錄
設備燈號的報警記錄資訊。記錄各設備檢測的電流資訊的超限資訊。如果設備出現超限記錄,則觸發報警,使用手機、郵箱等形式來通知報警人員。同時在燈號報警記錄中記錄報警的資訊。
# 4. 燈號圖表分析
# 4.1. 設備狀態彙總
設備狀態彙總中展示了設備處於所有時間段的時長。彙總形式有兩種,一種是基於多日單臺設備的狀態彙總,這種彙總方式可以觀察指定設備在多日中的狀態變化情況;另一種是單日所有設備的狀態彙總,這種彙總方式可以觀察各設備之間的運行狀態,分析生產的瓶頸問題。
設備狀態彙總的內容是時長資訊,以小時為單位,數據來源為設備燈號數據資訊,以柱狀堆疊圖的方式展示。

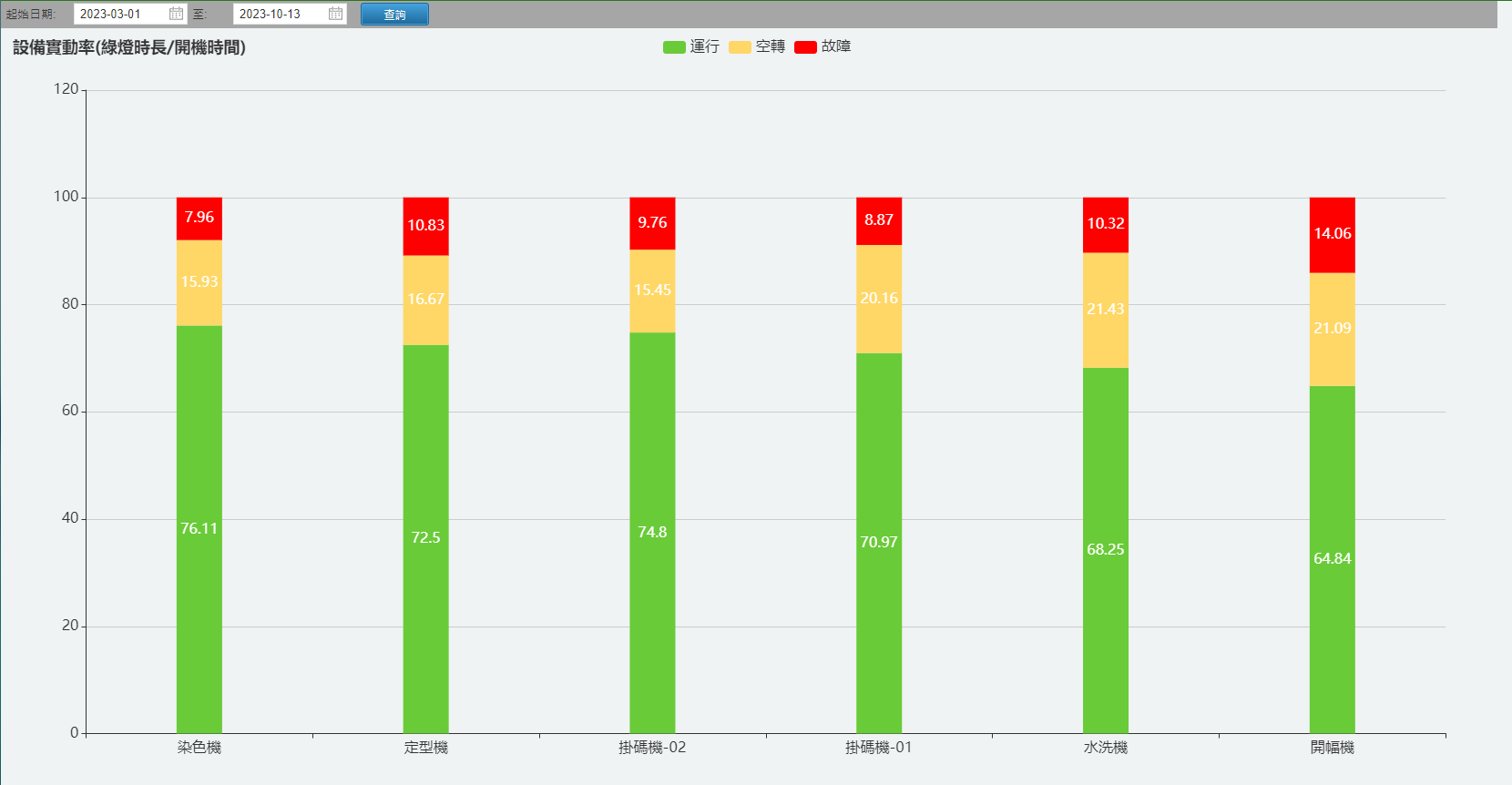
# 4.2. 設備實動率
設備實動率圖表用於展示各設備在選擇時間範圍內的實動率狀況。
設備的實動率是指設備、機器或系統在一定時間內真正運行或執行任務的時間佔總時間的比例。這個概念通常用於工業、生產和製造領域,用來衡量設備的利用率和效率。實動率可以幫助企業評估設備的效能,優化生產流程,減少停機時間,提高生產效率。
實動率通常以百分比表示,計算方式如下:
其中:
- 設備實際運行時間是指設備正在執行其預定任務的時間。
- 總開機時間是指某一特定時間段內,設備應該可用的總時間,通常是工作時間的總和。
通過監測和改善設備的實動率,企業可以降低生產成本、提高生產能力,減少不必要的停機時間,提高設備的可用性和維護效率。這有助於提高整體生產效率,從而增加競爭力。
如果在設備實動率圖中看到綠色的部分少,黃色,紅色的部分多,則說明設備總體的運行效率較低,需要進行生產計劃的調整,排班調整以提高設備的總體利用率。
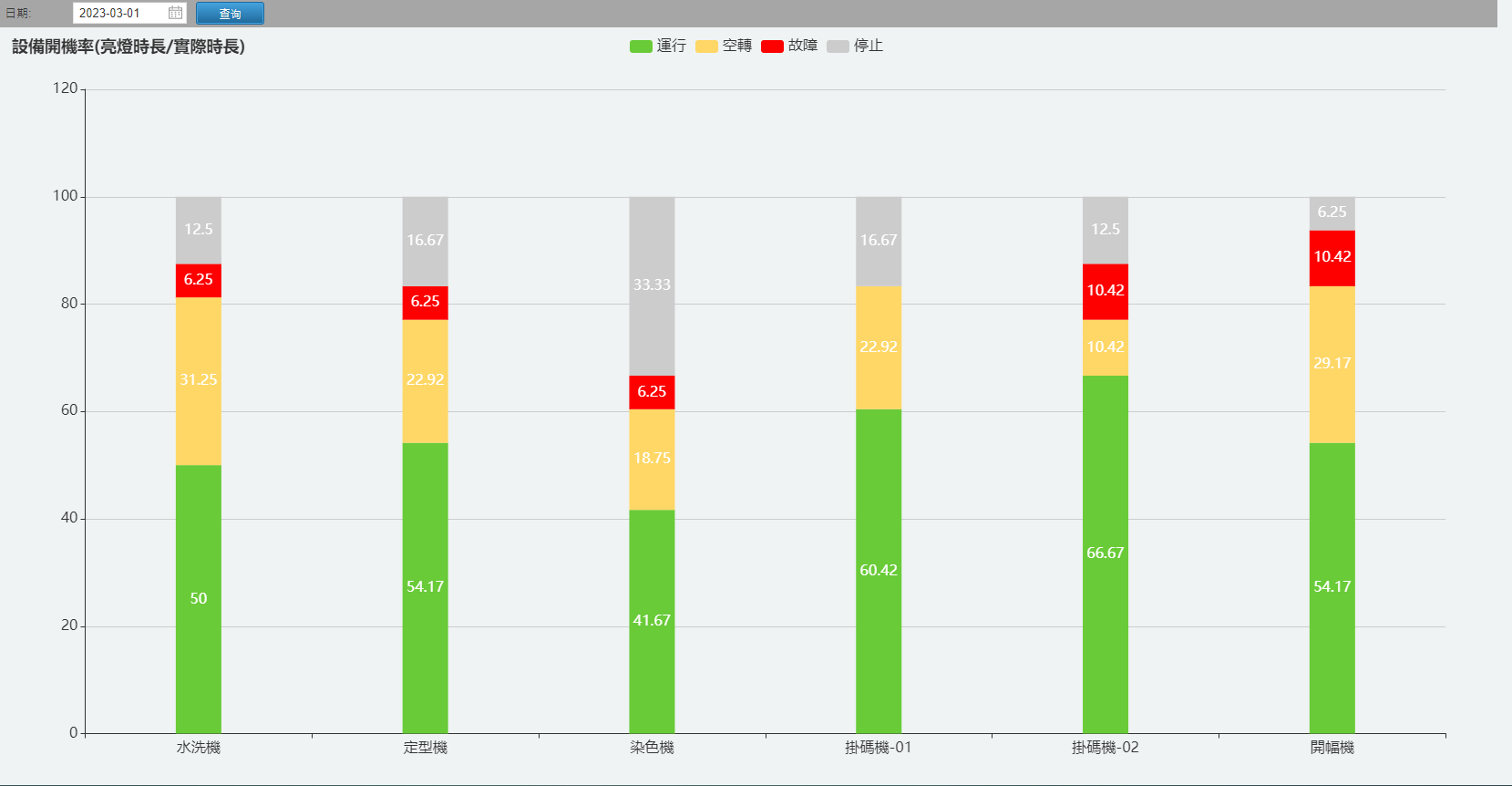
# 4.3. 設備開機率
設備開機率圖表用於展示設備在選擇的日期內的開機率的情況。
設備的開機率是指在一定時間內設備處於開機狀態的時間與總時間的比例。這一概念通常應用於工業、生產和製造領域,用於度量設備的可用性和運行時間。開機率是一個關鍵的效能指標,它反映了設備可供使用的時間比例。
開機率通常以百分比表示,計算方式如下:
其中:
- 設備開機時間是指設備處於開機狀態並準備執行任務的時間。
- 總時間是某一特定時間段內的總時間,通常是時間的總和。
通過監測和優化設備的開機率,企業可以降低生產成本,提高生產效率,減少不必要的停機時間,從而提高設備的可用性和維護效率。高開機率通常意味著設備更多時間處於運行狀態,有助於提高生產能力和減少生產中斷。
如果在設備開機率圖表中看到綠色的部分少,黃色,紅色,灰色的部分多,則說明設備總體的運行效率較低,需要進行生產計劃的調整,排班調整以提高設備的總體利用率。
# 4.4. OEE多機時序
OEE多機時序展示了多個設備在不同時間中的燈號變化情況(展示的燈號型別包括運行、空轉、故障、停止等),並在圖表中進行展示。
OEE(Overall Equipment Effectiveness)時序圖是一種用於衡量設備或生產線效率的工具。OEE 是一個廣泛應用於製造業的關鍵效能指標,它提供了一個綜合性的方法來評估生產設備的整體效率。OEE時序圖通常以圖形的形式表示,通過跟蹤一段時間內生產設備的效能,可以幫助企業更全面地瞭解其生產過程的質量、效率和可用性。這些圖表通常顯示以下三個主要方面的數據:
- 設備的可用性(Availability):可用性表示設備在計劃生產時間內的實際運行時間與總計劃時間的比例。它考慮了設備的停機時間、故障時間和計劃維護時間。
- 生產質量(Performance):生產質量表示實際產量與理論最大產量的比例,考慮了設備運行速度是否達到了最大潛力。如果設備運行速度低於最大速度,生產質量將受到影響。
- 質量損失(Quality):質量損失考慮了生產中的次品或廢品數量與總產量的比例。它衡量了生產過程中的質量問題。
通過繪製OEE時序圖,可以視覺化地跟蹤這些關鍵效能指標的變化,以便生產團隊能夠更好地瞭解生產設備的效率和效能,識別問題,並採取措施來改進生產過程。這有助於提高生產設備的整體效率,減少停機時間和質量問題,從而提高生產能力,降低生產的成本。
如果在OEE時序圖中看到綠色的部分少,黃色,紅色,灰色的部分多,則說明設備總體的運行效率較低,需要進行生產計劃的調整,排班調整以提高設備的總體利用率。

# 4.5. OEE單機時序
OEE單機時序展示了單個設備在不同時間中的燈號變化情況(展示的燈號型別包括運行、空轉、故障、停止等),並在圖表中進行展示。下方提供列表展示各個燈號持續的時間範圍資訊。關於OEE時序圖的含義、描述以及解讀方法可查閱 OEE多機時序 。

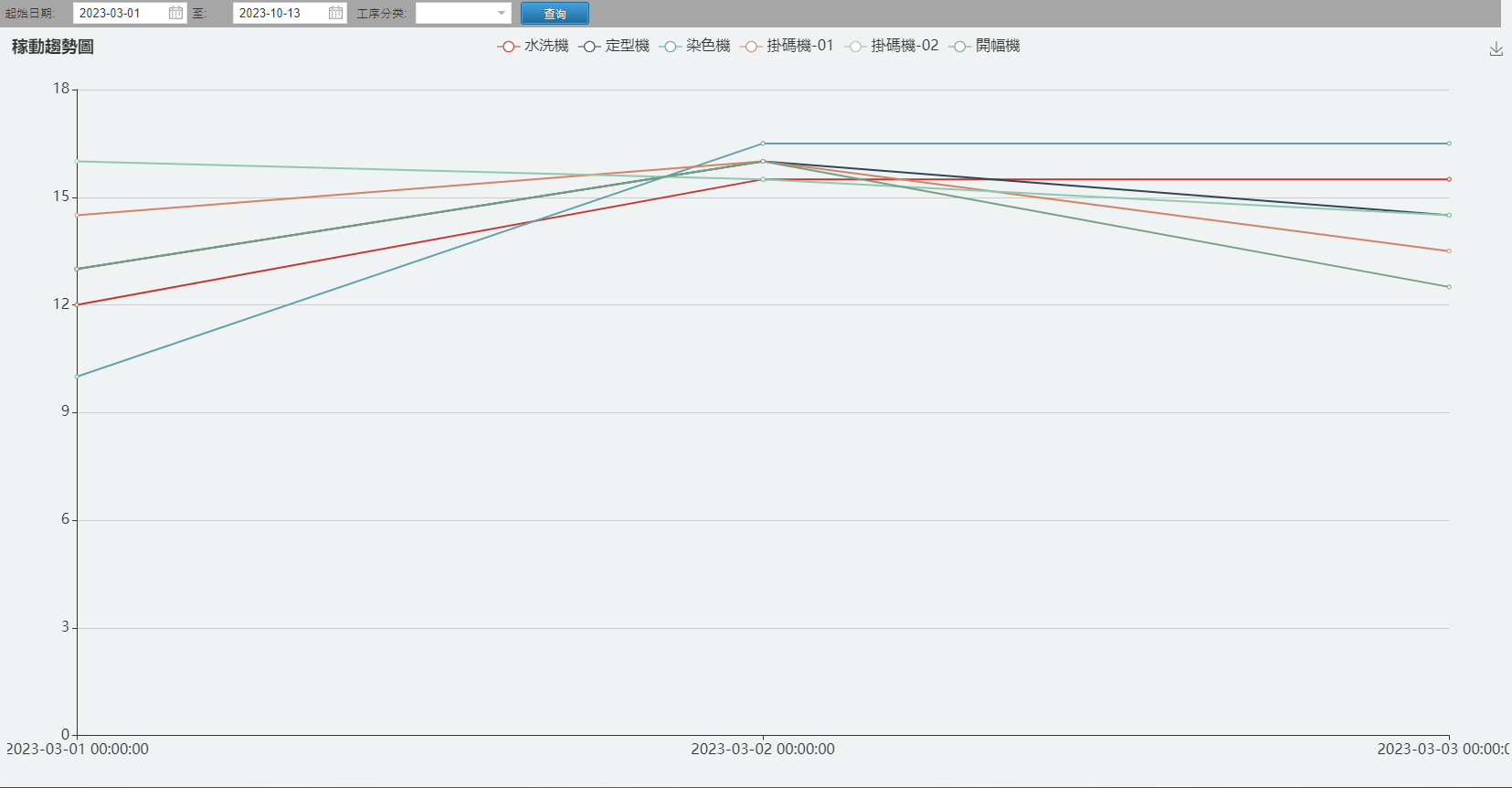
# 4.6. 設備稼動趨勢
設備稼動趨勢反映的是設備的稼動率隨時間變化的情況,反映設備總體的運行效率的變化,是企業生產效率分析的關鍵因素。
設備的稼動率是指在一定時間內,設備或機器實際運行的時間與其計劃工作時間的比例。它是一個用於衡量設備利用率和效率的關鍵效能指標,通常應用於工業、生產和製造領域,以評估設備的運行狀況和效能。
稼動率通常以百分比表示,計算方式如下:
其中:
- 設備實際運行時間是指設備處於運行狀態執行其任務的時間。
- 計劃工作時間是指設備在一定時間段內本應該可用的總時間,通常是生產排班計劃工作時間的總和,不包括計劃維護時間或其他非運行時間。
通過監測和改善設備的稼動率,企業可以提高生產效率、降低生產成本,減少不必要的停機時間,並提高設備的可用性和維護效率。高稼動率通常表示設備更多時間處於運行狀態,有助於提高生產能力和降低生產中斷。這是製造業和生產過程中關鍵的績效指標之一。
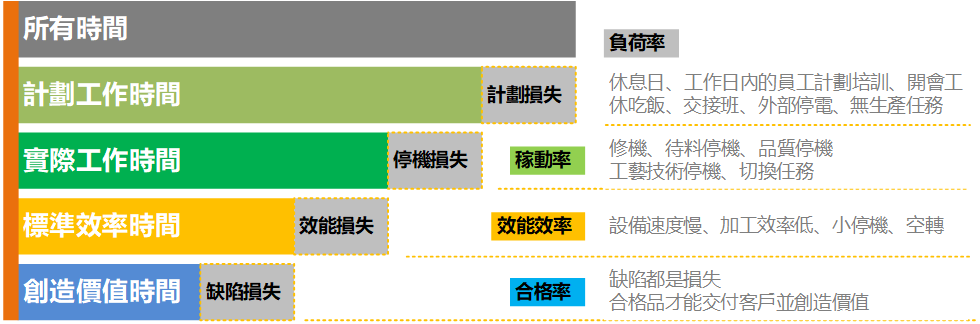
以下圖表是對各比率的解讀與說明。
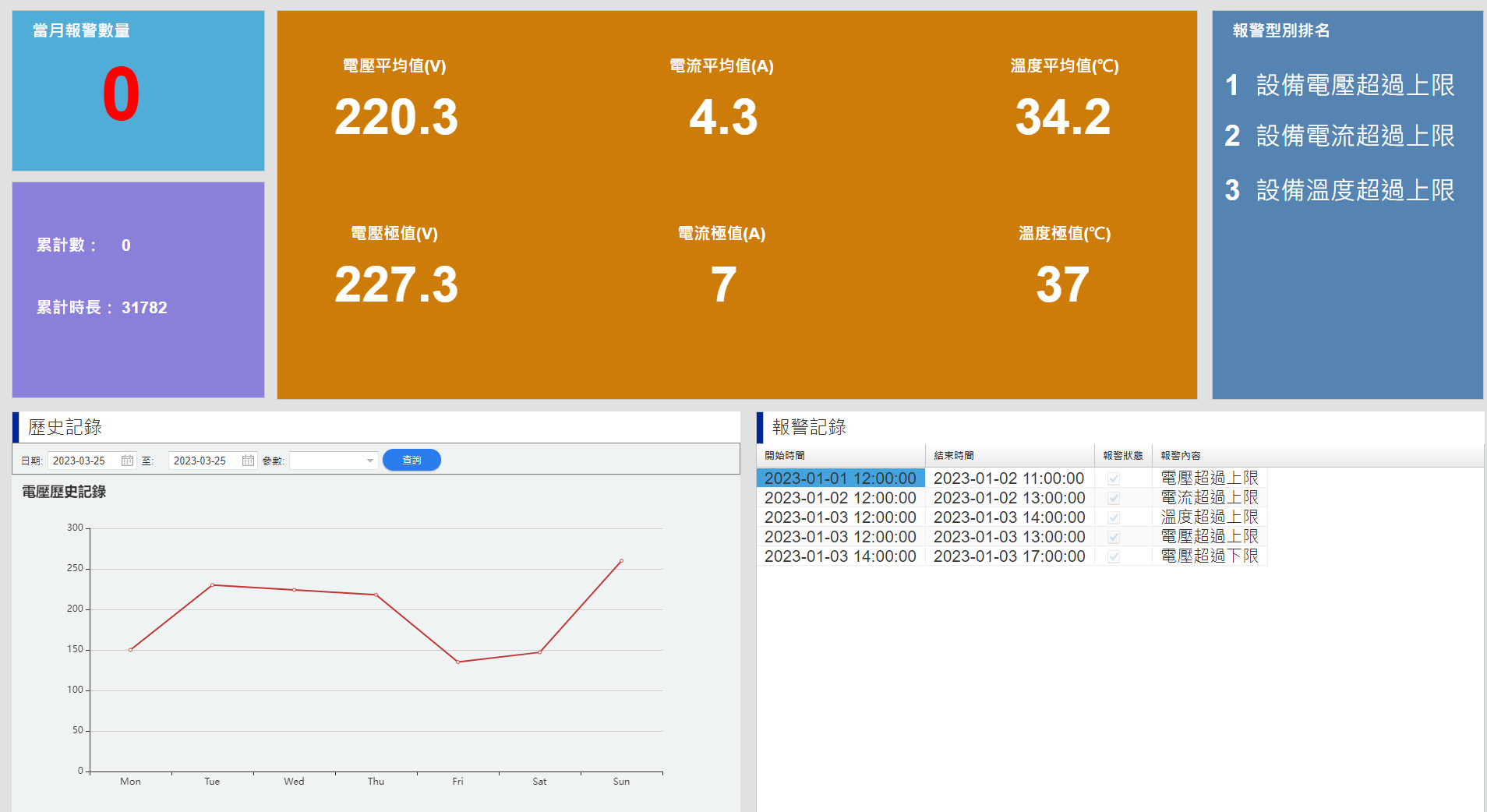
# 4.7. 設備能耗
設備能耗展示設備在生產運行的過程中的電流電壓變化情況,能耗使用情況,報警情況等資訊,以大屏報表的方式實時顯示,幫助使用者快速瞭解目前設備的運行狀況,從而及時處置突發狀況,避免更大的生產損失,提高生產效率,降低生產成本。